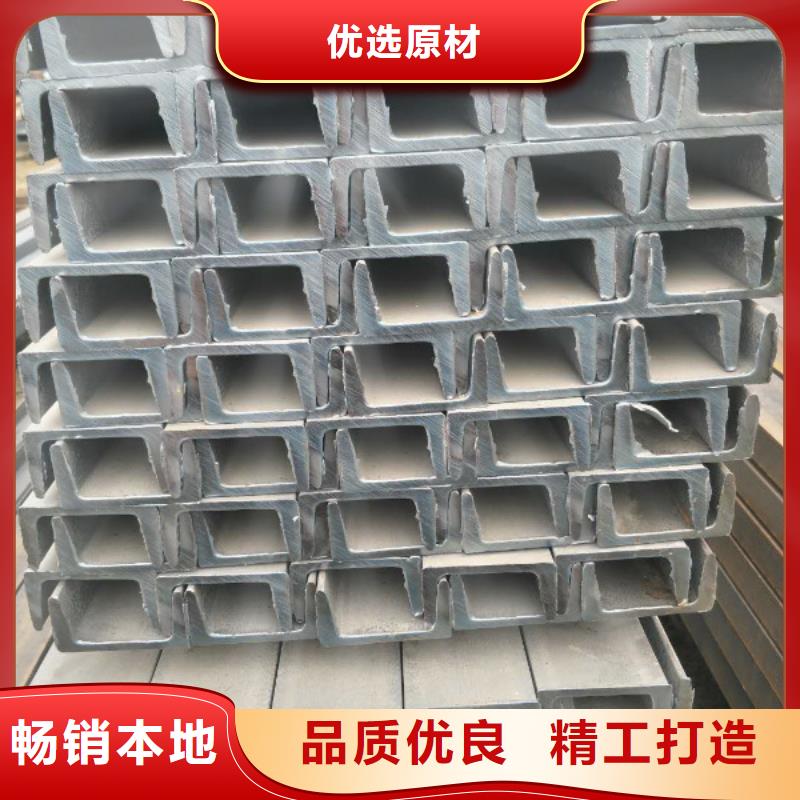
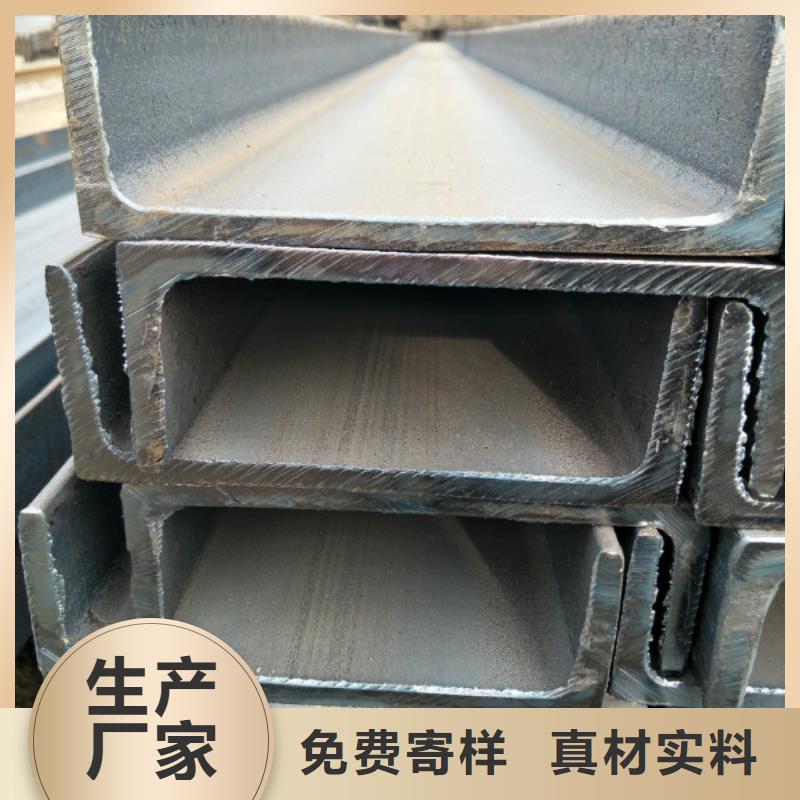
槽钢源头工厂
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产品名称 | 槽钢 |
| 规格 | 5#-40# |
| 工艺 | 热轧 |
| 长度 | 6-12米 |
| 范围 | 槽钢供应范围覆盖广西省、桂林市、南宁市、柳州市、梧州市、北海市、钦州市、贵港市、玉林市、百色市、贺州市、河池市、来宾市、崇左市、防城港市 右江区、田阳区、田东县、平果市、德保县、靖西市、那坡县、凌云县、乐业县、田林县、西林县等区域。 |

公司是一家集销售、运输于一体的大型钢铁销售企业。公司代理 莱钢 日照 津西 长治 马钢 鞍钢 兴华等等国内各大钢厂的产品,所经营产品全部为一手货源,无任何周转环节,公司以客户和市场为导向,为相关行业提供优质材料,新应用技术及的售后服务,主营H型钢,Q345BH型钢,国标H型钢,莱钢H型钢,工字钢,角钢,槽钢、Q235B钢板、Q345B钢板、16MN钢板及不锈钢类产品。


(5)钢结构件热镀锌后,相当于一次退火处理,能有效改善钢基体的机械性能,钢件成型焊接时的应力,有利于对钢结构件进行车削加工。
(6)热镀锌后的件表面光亮美观。
(7)纯锌层是热镀锌中富有塑性的一层镀锌层,其性质基本接近于纯锌,具有延展性,所以它富于挠性。
镀锌槽钢判定标准:
1.附着量
耐蚀性主要决定于镀锌层的厚度,故量测厚度常为主要判定镀锌质量好坏的根据,镀锌层受钢材表面的成分、组织、结构不同而有不同的反应,另进出锌溶液的角度、速度亦有很大的影响。故预得完全均一的镀层厚度,实际上不太可能。所以量测附着量不能以单一点(部位)来判定,必须要量测其单位面积(㎡)平均附着锌重(g)才有意义。
量测附着量的方法有很多种,如破坏性的切片金相观测法、酸洗法,非破坏性的膜厚计法、电化学法、进出货重量差估计法等。一般常用的为膜厚计法及酸洗法。
膜厚仪(镀层测厚仪)为一利用磁场感应来量测锌层厚度普遍省事的方法,其基本条件为钢铁表面必须平滑、完整,才可得较准确数字。故在钢材边角处或粗糙、有角度钢件或铸件等,均不太可能会的一准确的数字。普通铁件用原铁材当归零基材,尚可得相当准确的数字,铸件就不准确了。
酸洗法为正式检验报告用,准确的方法,惟切片时必须注意上下部位的公平取舍,才可得准确数字。但其亦有缺点,如费时甚多,复杂钢材面积不易求得,太大件无法整个酸洗等。故充分利用膜厚计来控制现场制程,而用酸洗法来做后检测,就已经足够了。



“这次改革力度太大了,资金投入量也比较大。”熟悉大气污染防治行动计划的有关人士告诉中国证券报记者,该计划已经获得层面审议,但由于计划涉及措施严厉,牵扯面广,因此还需在更核心层面审议通过后才能对外发布。
据了解,即将出台的一揽子针对当前大气污染严峻形势的严厉举措中,镀锌槽钢行业将首当其冲。
热镀锌槽钢厂家,按镀锌工艺的不同可以分为热浸锌槽钢和热吹镀锌槽钢,是将除锈后的钢件浸入440~460℃左右融化的锌液中,使钢构件表面附着锌层,从而起到防腐的目的。
现在槽钢的表面镀锌主要采用的方法是热镀锌。热镀锌是由较古老的热镀方法发展而来,自从1836年法国把热镀锌应用于工业以来,已经有170年的历史了。然而近30年来,伴随冷轧带钢的飞速发展,热镀锌工业得到 大规模发展。
在各种保护钢基体的涂镀方法中,热浸锌是非常优良的一种。它是在锌呈液体的状态下,经过了相当复杂的物理、化学作用之后,在钢铁上不仅镀上较厚的纯锌层,而且还生成一种锌铁合金层。这种镀法,不仅具备了电镀锌的耐腐蚀特点,而且由于具有锌铁合金层。还具有电镀锌所无法相比拟的强耐蚀性。因此这种镀法特别适用于各种强酸、碱雾气等强腐蚀环境中。
(1)具有较厚的致密的纯锌层覆盖在钢铁表面上,它可以避免钢铁基体与任何的腐蚀溶液的接触,保护钢基体免受腐蚀。在一般大气中,锌层表面形成一层很薄而密实的氧化锌层表面,它很难溶于水,故对钢基体起着一定保护作用。如果氧化锌与大气中其它成分生成不溶性锌盐后,则防蚀作用更理想。



广西百色恒信德钢铁贸易有限公司坚持“诚实守信,互补共赢”的经营理念,以优惠的价格,贴心的服务,真诚与社会各界有识之士合作,共谋发展。
由于 镀锌槽钢价格浮动的因素,加上网络上同行恶性报价的竞争,使得我们公司 镀锌槽钢产品价格无法准确地展示给客户,只是标出了参考性价格,如果您对我们公司的 镀锌槽钢感兴趣,请在网上留言或直接拨打电话,我们工作人员将在较短时间内为您报价。


1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机前一个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。
2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。
3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30mm、80#槽钢为0.20~0.35mm、100#槽钢为0.25~0.35mm,120#槽钢为0.25~0.40mm,并做出厚度为0.20~1.00mm的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。


- 经验丰富的桥梁立柱生产厂家批发商 2025-11-22
- 支持定制的铸铁型材生产厂家 2025-11-22
- 无缝钢管制造 2025-11-22
- 不锈钢复合管护栏发货快 2025-11-22
- 耐磨版全国发货 2025-11-22
- 生产铝卷_精选厂家 2025-11-22
- 发电机出租质检合格 2025-11-22
- 2025发货快速#废旧钢筋切断机#实体厂家 2025-11-22
- 通风天窗实体厂家成本低 2025-11-22
- 护栏、护栏厂家_规格齐全 2025-11-22
- 圆管弯曲机厂家供应价格 2025-11-22
- 卡箍厂家订制 2025-11-22
- 伸缩楼梯质量稳妥 2025-11-22
- 自动打包机公司欢迎您 2025-11-22
- 精密光亮无缝管厂家新报价 2025-11-22