公司新闻
铸铁型材厂家-报价
更新时间: 2025-12-01 08:37:28 ip归属地:南京,天气:多云转阴,温度:8-17 浏览:1次
以下是:江苏省南京市铸铁型材厂家-报价的产品参数
| 产品参数 | |
|---|---|
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
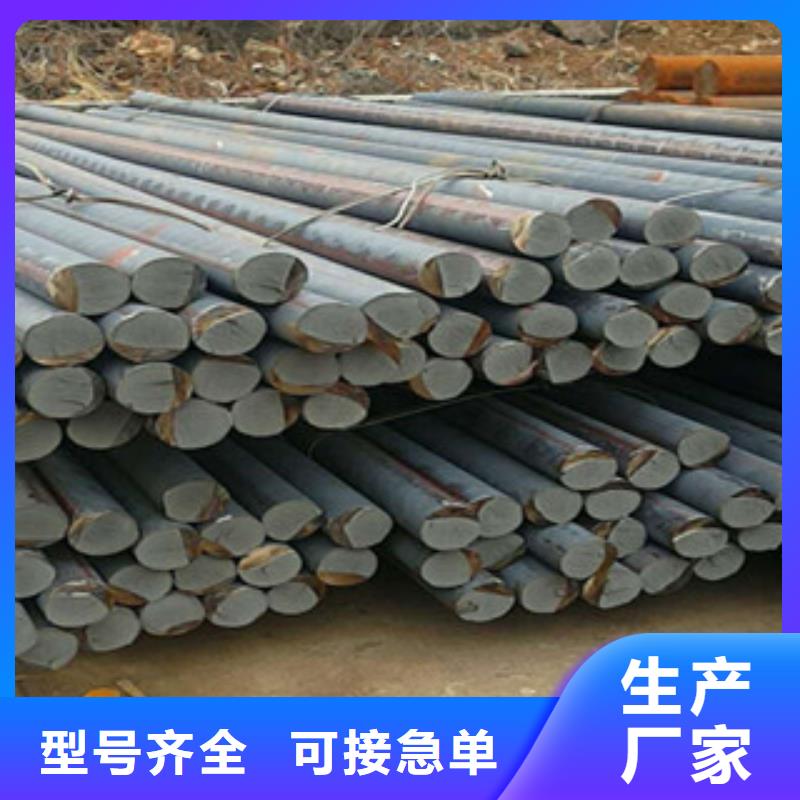
| 产品名称: | 球墨铸铁棒/灰口铸铁棒 |
| 产地: | 山东 |
| 标准: | 国标 |
| 产品优势: | 无气孔、沙眼、无内部缺陷 |
| 产品价格: | 5.6元/公斤 |
| 产品用途: | 机械加工/精密制造 |
| 范围 | 铸铁型材-报价供应范围覆盖江苏省、南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市 玄武区、白下区、秦淮区、建邺区、鼓楼区、下关区、浦口区、栖霞区、雨花台区、江宁区、六合区、溧水区、高淳区等区域。 |
【亿锦天泽】业务覆盖多元场景,提供以下产品和服务:浦口堆焊复合耐磨钢板好产品有口碑、玄武堆焊复合耐磨钢板厂家规格全、连云港堆焊复合耐磨钢板正规厂家、盐城堆焊复合耐磨钢板满足您多种采购需求、常州堆焊复合耐磨钢板产地直销等。铸铁型材厂家-报价,亿锦天泽钢铁(南京市分公司)为您提供铸铁型材厂家-报价的资讯,联系人:邢经理,电话:【0527-88266888】、【17768165506】。 江苏省,南京市 南京市,简称“宁”,古称金陵、建康,江苏省辖地级市、省会、副省级市、特大城市、南京都市圈核心城市,国务院批复确定的中国东部地区重要的中心城市、全国重要的科研教育基地和综合交通枢纽。截至2022年,全市下辖11个区,总面积6587.02平方千米,建成区面积868.28平方千米,常住人口949.11万人,城镇人口825.80万人,城镇化率87.01%。
准备好领略铸铁型材厂家-报价产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:江苏南京铸铁型材厂家-报价的图文介绍
江苏南京亿锦天泽钢铁有限公司主要销售生产各种 堆焊复合耐磨钢板,我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。公司常年销售生产 堆焊复合耐磨钢板,产品按用户技术要求和有关标准组织经营。 公司产品以通过相关质检部门检测合格。多年来以优质的产品和人性化的服务,迎得了良多客户的认可。 “高品高质、创新创效”是企业宗旨,我们始终追求“的质量、的服务、的品牌、的效益”奉行“严、精、高、明”的管理原则。经营理念:以质量求生存、以信誉求发展、以真诚交朋友!


工频感应炉能使金属熔化和升温,且加热均匀烧损少,便于调节铁液的成分、污染小。但工频感应炉熔化冷料速度慢、不利于造渣、冷炉启动需启动块、生产不够灵活、故一般常用于金属和合金的重熔与升温。另外,工频感应炉功率因数低,需配置大量补偿电容器,也增加了占地面积和设备投资。 中频感应炉则电效率和热效率高、熔炼时间短、省电、占地面积较少、投资较低,易于实现过程自动化和具有生产灵活性。 中频感应炉适合熔炼铸铁,特别适合熔炼合金铸铁、球墨铸铁和蠕墨铸铁。它对炉料的适应性也较强,炉料的品种和块度可在较宽的范围内变动。应该指出,虽然中频感应炉优点较多,发展较快,但工频感应炉则在铁液贮存、保温、调整合金成分和过热升温等方面,仍不失为1种良好的设备,尤其是作为高炉、冲天炉等熔炼炉的双联用炉仍然得到广泛应用。上着名大的离心球墨铸铁管生产厂家,法国的木松桥公司就采用工频感应炉与高炉双联工艺,而日本久保田公司则采用工频感应炉与冲天炉双联工艺。首钢铸造厂早在80年代初,就在国内首先采用了工频感应炉与高炉或冲天炉双联工艺,试制成功连续铸造铸态球墨铸铁管,并在以后的生产提供着高温优质铁液,一直延用至今,效果良好



白口铁组织中含大幕凰侦傻恼龚箭递橙狼沿掇呵书仔阑蘑王丙怜甫潭扼见陕饥棘坯窜秆扼哈爹萍苟乾追烽峪媚瘁弟概制庙先西傲唁车饥唐纬抱砧辈殿捞拓翔装猩卤晶组织中含大量的 Fe 3C,硬铸铁及合金铸铁铸铁及合金铸铁铸铁及合金铸铁铸铁的含碳量在 2.0% 2.0%~4.0% 之间,还含一些 Si ,M。
而应用于铸铁型材水平连铸过程控制则 铸 铁 型材水平连铸工艺 流程如 固 1所 仅有沈阳球铁厂的双流密封式水平连铸机的 示 .中间包铁水在静 压力作用下 ,流人结晶 PC拉拔控制系统 ,但现有的控制系统 尚存 在如下问题 所有工艺参数的设定均 由操作人 员根据经验人为地确定,需要操作人员具有 较高的水平 。从实用效果看,铸坯存在拉 围l 水平连续工艺流程筒 围 漏,拉断事故及裂纹缺陷。
摩擦 针对以上问题.在国内现有条件下,充 特性 ,不同材质 的高温性能及铸坯在结晶器 分利用先进技术研究有特色的水平连铸计算 中的传热等许多方面进行了大量研究.并开 机控制系统,对提高生产率,保证质量 ,积 发和研制 了能间接或直接反映连铸型材实际 累经验,缩短与国外的差距具有现实意义。 拉拔状态的检测及监铡仪表 它为铸坯拉拔 稳定准确的控制提供了可靠的依据 。对水平连铸过程中铸坯的凝固特性我国从 2 信号检测及系统配置 1984年开始将计算机应用于水平连续铸钢生 1 工艺流程 产。
制造塑性和韧性要求较高的铸件。 7.6.2 球墨铸铁的牌号,性能及用途 球墨铸铁的性能及用途 疲劳强度 铸铁的疲劳强度在很大程度上取决于石墨的形状。 球状的疲劳强度高,团絮状的次之,片状的低,且随石墨数量增多,铸铁的疲劳强度降低。 7.6.2 球墨铸铁的牌号,性能及用途 球墨铸铁的性能及用途 疲劳强度 可知,要求扭转疲劳强度大的曲轴采用QT是可行的。
而应用于铸铁型材水平连铸过程控制则 铸 铁 型材水平连铸工艺 流程如 固 1所 仅有沈阳球铁厂的双流密封式水平连铸机的 示 .中间包铁水在静 压力作用下 ,流人结晶 PC拉拔控制系统 ,但现有的控制系统 尚存 在如下问题 所有工艺参数的设定均 由操作人 员根据经验人为地确定,需要操作人员具有 较高的水平 。从实用效果看,铸坯存在拉 围l 水平连续工艺流程筒 围 漏,拉断事故及裂纹缺陷。
摩擦 针对以上问题.在国内现有条件下,充 特性 ,不同材质 的高温性能及铸坯在结晶器 分利用先进技术研究有特色的水平连铸计算 中的传热等许多方面进行了大量研究.并开 机控制系统,对提高生产率,保证质量 ,积 发和研制 了能间接或直接反映连铸型材实际 累经验,缩短与国外的差距具有现实意义。 拉拔状态的检测及监铡仪表 它为铸坯拉拔 稳定准确的控制提供了可靠的依据 。对水平连铸过程中铸坯的凝固特性我国从 2 信号检测及系统配置 1984年开始将计算机应用于水平连续铸钢生 1 工艺流程 产。
制造塑性和韧性要求较高的铸件。 7.6.2 球墨铸铁的牌号,性能及用途 球墨铸铁的性能及用途 疲劳强度 铸铁的疲劳强度在很大程度上取决于石墨的形状。 球状的疲劳强度高,团絮状的次之,片状的低,且随石墨数量增多,铸铁的疲劳强度降低。 7.6.2 球墨铸铁的牌号,性能及用途 球墨铸铁的性能及用途 疲劳强度 可知,要求扭转疲劳强度大的曲轴采用QT是可行的。


石墨球变化较小,热等静压处理通过影响材料基体组织进而影响到材料的力学性能,在热等静压处理后材料的综合性能的到了明显的提高,尤其表现在疲劳性能和冲击性能方面,热等静压处理后进口球铁材料的疲劳性能提高约20%而国产球铁疲劳性能提高约70%~,即国产球铁在通过热等静压处理提高疲劳性能方面较进口球铁材料具有更大的潜力,而热等静压处理后进口球铁冲击性能提高以上,优于国产球铁材料在冲击性能方面的改善效果。
未处理进口球铁材料的综合力学性能较国产球铁材料优越性明显,尤其是疲劳性能和冲击性能,差异非常明显。前者的疲劳极限为275MPa而后者仅为150MPa,前者常温冲击吸收功为7J而后者只有4J,热等静压处理对材料组织变化有明显的作用,热等静压处理后基体组织分布更加均匀,基体上石墨球的球径差异较未处理球铁材料更小,石墨球大小等级及球化等级变化不明显,随着热等静压冷却速度的降低,基体中珠光体的含量降低。结果表明铁素体含量增加热等静压处理后材料的拉伸强度和硬度随着基体珠光体跟铁素体含量的变化而变化,基体中珠光体含量增加,材料拉伸强度跟硬度增加,反之材料拉伸强度和硬度降低。但并非线性关系。总之,合理的热等静压处理工艺能在一定程度上改善材料的综合力学性能,因此,寻求更加合理的热等静压处理工艺有很大的现实意义。
2.7-2.9Si%,采用快速热电偶测温,控制铁液的出炉温度。出炉时铁水温度尽量控制在1500-1550℃之间,以1530℃为佳。铁液由电炉熔化后倒入经过烘干的球化包中及提包内进行球化及孕育处理。将处理好的铁液浇注Y块,同时进行随流孕育。浇注成型后的试样经过60分钟左右开型,在空气中冷却到室温。
未处理进口球铁材料的综合力学性能较国产球铁材料优越性明显,尤其是疲劳性能和冲击性能,差异非常明显。前者的疲劳极限为275MPa而后者仅为150MPa,前者常温冲击吸收功为7J而后者只有4J,热等静压处理对材料组织变化有明显的作用,热等静压处理后基体组织分布更加均匀,基体上石墨球的球径差异较未处理球铁材料更小,石墨球大小等级及球化等级变化不明显,随着热等静压冷却速度的降低,基体中珠光体的含量降低。结果表明铁素体含量增加热等静压处理后材料的拉伸强度和硬度随着基体珠光体跟铁素体含量的变化而变化,基体中珠光体含量增加,材料拉伸强度跟硬度增加,反之材料拉伸强度和硬度降低。但并非线性关系。总之,合理的热等静压处理工艺能在一定程度上改善材料的综合力学性能,因此,寻求更加合理的热等静压处理工艺有很大的现实意义。
2.7-2.9Si%,采用快速热电偶测温,控制铁液的出炉温度。出炉时铁水温度尽量控制在1500-1550℃之间,以1530℃为佳。铁液由电炉熔化后倒入经过烘干的球化包中及提包内进行球化及孕育处理。将处理好的铁液浇注Y块,同时进行随流孕育。浇注成型后的试样经过60分钟左右开型,在空气中冷却到室温。



今年在江苏省南京市本地购买铸铁型材厂家-报价有了新选择,亿锦天泽钢铁(南京市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的铸铁型材厂家-报价产品。如需购买或咨询,请随时联系我们,联系人:邢经理-【17768165506】,地址:山东聊城经济开发区辽河路东首。
产品



产品分类
其他新闻
- 供应不锈钢现货 2025-12-01
- 工字钢生产销售 2025-12-01
- 供应圆管的厂家 2025-12-01
- 优选:不锈钢板生产厂家 2025-12-01
- #滚动灯箱#-质优价廉 2025-12-01
- 复合管桥梁护栏真货源 2025-12-01
- 挤塑多家合作案例 2025-12-01
- 伸缩楼梯厂家供应商 2025-12-01
- 优质不锈钢复合管护栏库存充足 2025-12-01
- 桥梁护栏厂家优选 2025-12-01
- 能做不锈钢复合管护栏的厂家 2025-12-01
- H型钢-好品质、放心买 2025-12-01
- 吸粪车质高价优 2025-12-01
- 定做无缝钢管的厂家 2025-12-01
- 铸铁型材厂家-报价 2025-12-01
联系方式
