皮带线价格-可按需定做

湘西古丈依利达包装器材有限公司注重湘西古丈--热收缩包装机质量,有专业的售后服务团队,长期跟踪服务。我们的企业精神:诚信为本,创新为魂。期待与各界朋友携手共创公司美好的未来。


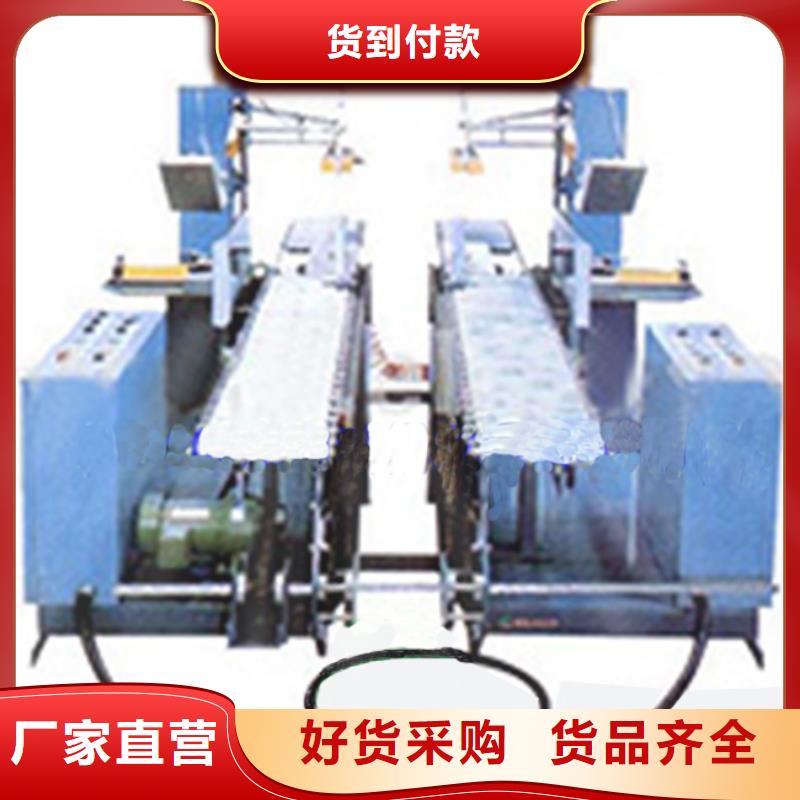
在皮带线运行投入,必须进行以下操作:1.合上总电源开关,检查设备电源是否正常送入且电源指示灯是否亮。正常后进行下一步操作。2.合上各回路的电源开关,检查是否正常。正常状态下为:设备不动作,皮带线运行指示灯不亮,变频器等设备的电源指示灯亮,变频器的显示面板显示正常(无故障代码显示)。3.按照工艺流程依次启动各电气设备,上一个电气设备启动正常后(电机或其他设备已达到正常速度、正常状态)再进行下一个电气设备的启动。
在皮带线运行中,必须遵守被输送物品设计中物品的规定,遵守皮带线的设计能力。其次,要注意各类人员不得触及皮带线的运动部分,非专业人员不得随意接触电气元件、控制按钮等。 至后,在皮带线运行中不能对变频器后级断路,如确定维修需要,则必须在停止变频运行的情况下才能进行,否则可能损坏变频器。
皮带线运行停止 ,按下停止按钮待系统全部停止后方能切断总电源
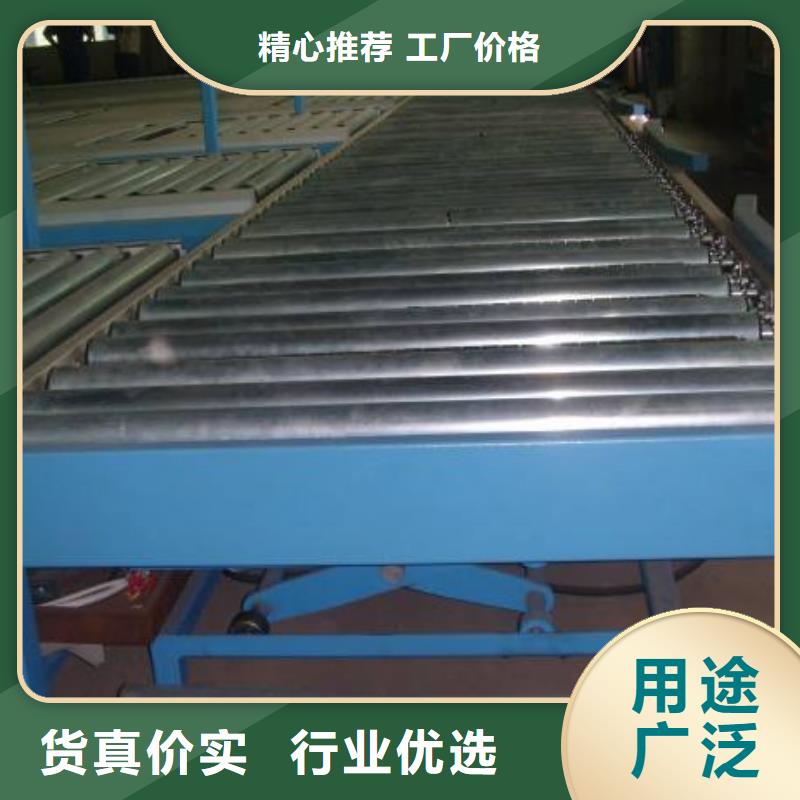
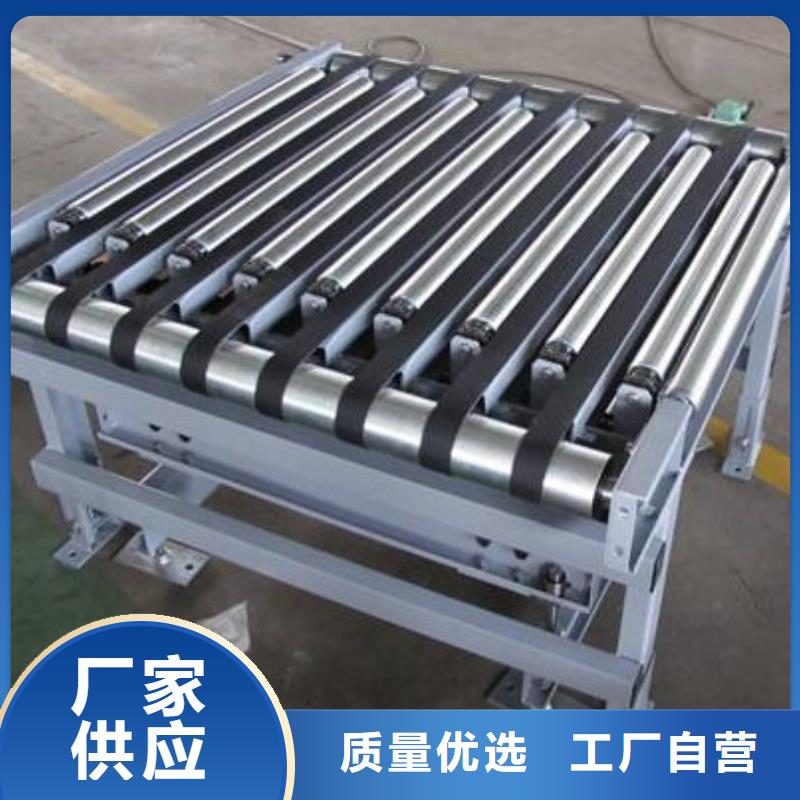
皮带线的分类1、直线型皮带输送线;2、带工作台皮带输送线;3、爬坡皮带输送线;4、转弯皮带输送线;5、槽型皮带输送线;6、伸缩皮带输送线;7、刀口皮带输送线;8、挡边皮带机;9、圆管皮带输送机--新型。



以铸焊接盘滚筒为例具体说明如下:
(1)确保筒皮卷制精度 ①卷头用120°圆弧样板检查,不能出现大于0.3mm的间隙,并考虑防止焊接时的凹陷现象; ②卷板半径用样板或模具进行检查,并保持钢板厚度变化均匀; ③卷制精度必须保持在2mm范围以内,以保证滚筒的外径尺寸要求及筒皮加工后能达到至小壁厚尺寸要求。
(2)接盘加工过程中的工艺控制要点 ①以接盘内壁为找正粗基准,一次装夹车成外圆、内孔及各部端面; ②接盘壁厚精度不得大于3mm; ③铸焊接盘要做静平衡试验,不平衡允许值不得大于1kg。 (3)滚筒不允许先包接盘后焊筒皮纵缝,采取筒皮校圆再装接盘的工艺方法,且筒皮与接盘点焊在摆焊台上进行。 (4)筒体加工过程中的控制要点 ①重视镗内孔的找正,采取在镗杆上装夹百分表,以粗加工时内孔为基准,打表找正,精度应小于0.5mm; ②找正后串镗杆一次镗成两端面止口及内孔;③检测滚筒的至小壁厚与壁厚差。测量时,为了更准确地反映整个滚筒的壁厚差,对于铸焊接盘滚筒,采取在距环缝100mm处,沿圆周方向避开纵环缝50mm,每隔90°等分4条线,每条线上均匀地测4点壁厚,至小值大于至小壁厚,差值小于规定的壁厚差。


产品

- 靠谱的H型钢厂家 2025-12-07
- 小型自动捆扎机厂家广受好评 2025-12-07
- 服务周到的不锈钢复合管经销商 2025-12-07
- 优选精密管 2025-12-07
- 优选:滤水管企业 2025-12-07
- 热轧钢板、热轧钢板厂家-认准阔恒兴旺国际贸易有限公司 2025-12-07
- 2025品质过硬#镀锌管厂家#解决方案 2025-12-07
- 桥梁护栏大厂家售后无忧 2025-12-07
- 绗磨管-绗磨管经验丰富 2025-12-07
- 热销:桥梁护栏厂家 2025-12-07
- 供应批发景区护栏-价格优惠 2025-12-07
- 圆钢24小时发货 2025-12-07
- 景观护栏经济实用 2025-12-07
- 现货供应手提式钢筋弯曲机_品牌厂家 2025-12-07
- 景观护栏-本地厂家 2025-12-07
联系方式
