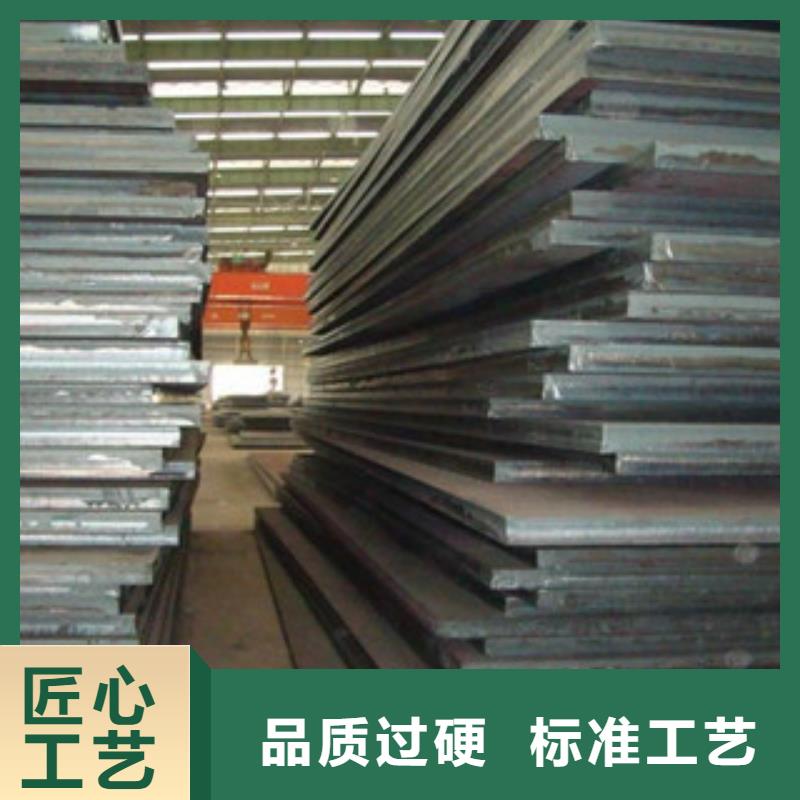
耐候板期待您的咨询
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 耐候板期待您的咨询供应范围覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 临翔区、凤庆县、云县、永德县、镇康县等区域。 |

云南临沧辉美恒泰商贸有限公司常年销售各种 耐候板。 公司依靠科学管理体系,严格执行标准, 我们的宗旨:诚信是一个人的立身之本,也是一个企业的经营准则,我们一直遵循“诚信为本”的经营理念,为广大海内外朋友提供产品。在未来的创业中,公司将继续加大新产品的开发力度,不断开拓新的领域,以新的姿态一如既往地奉行“追求卓越,真诚到永远”的原则竭诚为广大客户服务。


电弧稳定性指的是电弧在焊接过程中保持稳定燃烧而不发生断弧、磁偏吹等现象的程度。稳定燃烧的电弧具有熔滴过渡过程平稳,电弧弧长变化小,短路飞概较少等优点,所焊焊缝熔深、熔宽、余高都比较合适,焊缝成型美观,焊接质量高。相反,如果电弧燃烧不稳定,使得熔滴过渡时飞溉现象严重,焊缝成型差,焊缝熔深浅,以及产生气孔或者夹渣等缺陷,焊接质量就会低。
影响电弧稳定性的因素有焊接电源种类及特性、焊接电流、焊接电压、焊条药皮和焊剂成分以及电弧磁偏吹等,操作人员的熟练程度以及工件表面的清洁程度也会对电弧稳定性产生影响。
生产中提高焊接电弧稳定性的措施和方法是:
1、对于采用交流电源的焊接方法,其电弧稳定性问题主要是电流过零时电弧再引燃困难,可以通过添加脉冲电流或者在焊接电路中串联电感来改善电弧的稳定性。
2、双丝焊时两焊丝之间距离对电弧稳定性有影响,所以双丝间距要调整得当。也可以采用特殊的电流波形比如双凹电流波形来解决电弧稳定性问题。
3、焊条(焊丝)中加入稳弧剂,使得电弧空间电离度增大,带电粒子更容易产生,电弧稳定性也可以得到提高。
4、焊接在工业生产制造和现代化建设中发挥着重要的作用,对于焊接质量的监测显得尤为重要,而电弧稳定性又是影响焊接质量的一个重要因素。电弧要达到理想的稳定状态不现实,所以应使其它因素对电弧稳定性的影响小化,从而提高焊接质量。






在加热“减应区” 。在耐候板焊接结构上选择合适的部位加热后再焊接,可大大减少焊接应力。所选的加热部位称“减应区” 。例如用框架中部的杆件断裂焊接。焊前选框架左右两杆中部作为“减应区”进行局部加热,使其伸长,并带动焊接部位产生与焊缝收缩方向相反的变形。焊接冷却时,加热区和焊缝一起收缩,减少了焊缝自由收缩时的拘束,使焊接应力降低。
反变形法。反变形法指经过计算或凭实际经验预先判断耐候板焊后的变形大小和方向,在焊前进行装配时,将焊件安置在与焊接变形方向相反的位置,如耐候板试验所示;或在焊前使工件反方向变形,以抵消焊接后所发生的变形。
刚性夹持法。该方法是采用夹具或点焊固定等手段来约束焊接变形,此种方法能有效防止角变形和耐候板薄板结构的波浪形变形。刚性夹持法只能适用于塑性较好的一些焊接材料,且焊后应迅速退火处理以内应力;对塑性差的材料,如淬硬性较大的钢材及铸铁不能使用,否则,焊后易产生裂纹。
耐候板焊后热处理。去应力退火过程可以焊接应力,即将工件均匀加热到600一650℃,保温一定时间,然后缓慢冷却。整体高温回火焊接应力的效果 ,一般可将80%一90%以上的残余应力掉。
- 激光雕刻机加工定制 2025-12-02
- 气动隔膜泵供应厂家 2025-12-02
- 甄选:发电机出租生产厂家 2025-12-02
- 无缝管大量现货 2025-12-02
- 方管本地供应商 2025-12-02
- H型钢制造厂家 2025-12-02
- 欢迎访问##不锈钢碳素钢复合管护栏价格## 2025-12-02
- 实验台商家优选 2025-12-02
- 排沙泵现货供应-可定制 2025-12-02
- 不锈钢井盖生产公司 2025-12-02
- 不锈钢复合管护栏常规货源充足 2025-12-02
- 不锈钢复合管-联系方式 2025-12-02
- 方管-回购率高 2025-12-02
- 的推拉雨蓬厂家 2025-12-02
- 不锈钢板厂家-货到付款 2025-12-02