实力雄厚的弯管机加工厂家


圆管冷弯机冷弯机的基本结构是由底座、机械传动、冷弯、液压、电器控制和辅助等六大部分组成。圆管冷弯机是在水平面内连续不间断冷弯修架上。当好垫板、铁轨、扣件、千斤顶、角作业,钢轨弧度准确、平整,不易发生横向扭曲,磨机等材料、工具,做好开工及措施,加工高。
冷弯机的基本结构是由底座、机械传动、冷弯、液压、电器控制和辅助等六大部分组成。圆管冷弯机是在水平面内连续不间断冷弯修架上。当好垫板、铁轨、扣件、千斤顶、角作业,钢轨弧度准确、平整,不易发生横向扭曲,磨机等材料、工具,做好开工及措施,加工高。
支护的主要有管棚、小导管、水平旋喷桩等,目前外学者对其控制进行了的研究。贾金青等对管棚的机制及进行了研究,表明采用管棚注浆法能有效软弱破碎围岩的变形,支护结构受力,避免施工中产生塌方。张蓓等对小导管的参数与进行了研究,研究表明小导管注浆支护能够围岩的性,洞室的变形和塑性区,其环向分布范围、管径等是主要的参数。
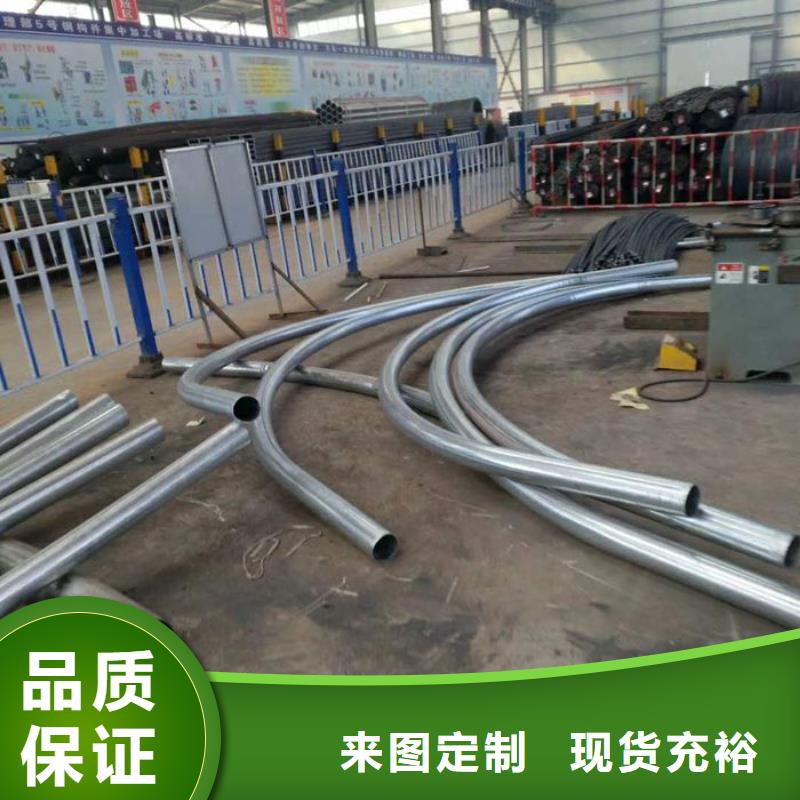
液压冷弯机采用液压,具有传动平稳、压力大等特点,槽钢、圆管均能一次成型,采用加强底盘设计,确保使用不变形;换易损件方便,不需再次进行校正,用户只须将螺丝拧紧装配好即可继续正常使用方便快捷大大的加快了工作时间和工作效率。
冷弯机购置须知事项:所弯的钢材的类型、型号、材质;你所购买的冷弯机的模具和型钢的类型是否一致。还要清楚所弯曲的型钢半径是否符合钢材的冷弯系数是否在允许参数范围,一旦超出了型钢的冷弯系数,钢材就在变形的同时钢材内部组织结构物理属性也会发生变化,钢材的强度。



冷弯机组成:
它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成。在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 , 使液压缸收回。将冷弯型钢放置在辅助系统 的门式托架上即可。
冷弯机在市场上叫法比较多:弯拱机、煨弯机、弯曲机、弯弧机、折弯机、拉弯机、滚弯机等。
250弯拱机
操作规程:
调度滑块行程时,调量小于100,避免损坏机器。
按所折板料厚度、挑选恰当模口,模口规范通常等于或大于8倍板料厚度。
折弯狭板料时,应将体系作业压力恰当下降,避免损坏模具。
查看油箱油位,建议油泵查看液压管道、油泵有无异常。
由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不大于1000KN。
查看托料架、挡料架及滑块上有无异物,如有异物,应拾掇洁净。
发作异常当即停机,查看缘由并及时清扫。
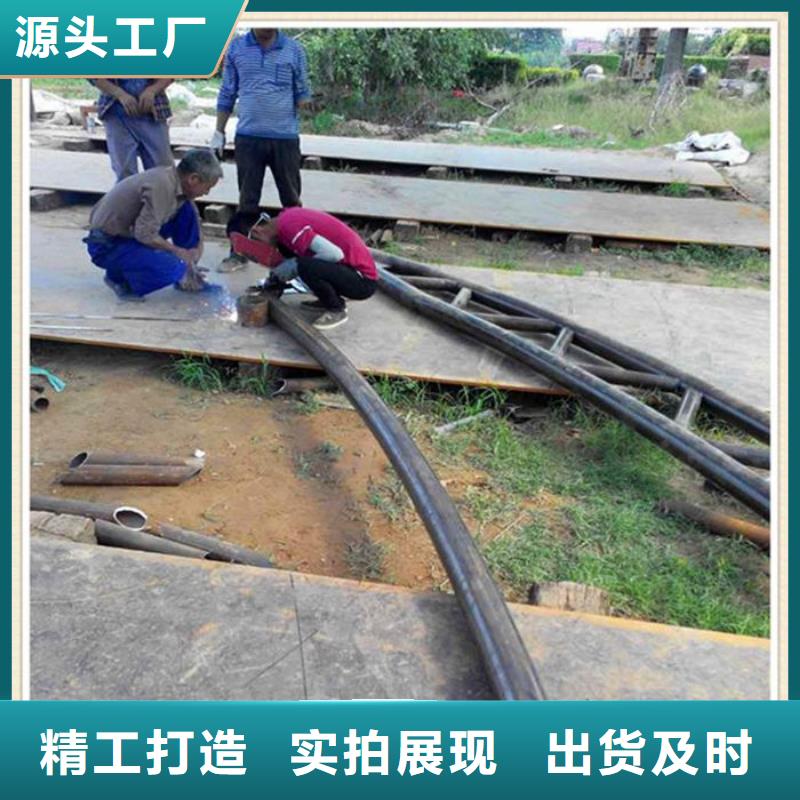
1、工程范围:隧道掘进支护、拱桥骨架搭建施工、高速公路弯道围栏、矿井巷道支护、粮仓架棚施工、厂房骨架搭建、涵洞支护、斜井支护、水利水电工程施工以及其他一些钢梁拱架施工中。
2、钢材范围:工字钢、槽钢、U型钢、H钢、角钢、C型钢、轨道钢以及一些非标异形钢。
3、弯曲半径范围:小可达2米
4、弯曲弧长范围:小可弯曲4米长度的钢材。



辽阳太子河山西万泽锦达机械制造有限公司质量控制
公司质量方针:没有*好,只有更好!
我公司 钻井泥浆泵产品的质量是以的生产设备、成熟的生产工艺以及的技术人员和的检测设备作为基本因素。公司对 钻井泥浆泵产品质量的管理进行严格的控制,从而为您提供可靠的 钻井泥浆泵产品。
服务承诺
我们秉承服务顾客的理念,认真执行每一个工艺细节,为您提供而热忱的服务。
1、 钻井泥浆泵产品配发检验合格证,检验报告随货通行。
2、出厂的 钻井泥浆泵产品均按照相关标准生产和检验,不合格的 钻井泥浆泵产品不出厂


WGJ-250全自动冷弯机是隧道支护钢拱架加工制作的新型设备;它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成;工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业。
WGJ-250全自动电液控制型冷弯机是隧道支护钢拱架加工制作的新型设备;它由底座、机械传动、冷弯系统、液压系统、电器控制系统和辅助系统等六大部分组成;工作时,将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间,启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统, 使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业,在冷弯结束时,关闭机械传动系统 , 同时启动液压系统 , 使液压缸收回,将冷弯型钢放置在辅助系统的门式托架上,这种冷弯作业了材质的强度, 了支护钢拱架的质量,地了工效,操作简单明了,冷弯机与压床相比,具有良好的工作性能。



圆管弯拱机操作规程:1严格遵守机床工操作规程,按规则穿戴好劳作防护用品;2开机前应将上、下模具整理、擦拭洁净;3查看托料架、挡料架及滑块上有无异物,如有异物,应整理洁净;4按所折板料厚度、选择恰当模口,模口尺度通常等于或大于8倍板料厚度;5由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN;6折弯狭板料时,应将体系作业压力恰当,避免损坏模具;7调理滑块行程时,应调量小于100,避免损坏机器;8折弯前,应将上下模具间的空隙调整均匀共同;9折弯时,不可将手放在模具间,细长小料不可用手扶;只许折弯一块料,不很多块分节一起折弯。查看油箱油位,发动油泵查看液压管道、油泵有无反常;10折弯板料应放在模具中心,机器不宜单边载荷,避免影响工件和机器精度,如某些工件确需单边作业时,其载荷不得大于250KN,并且有二边一起折弯;11查看油箱油位,发动油泵查看液压管道、油泵有无反常;12发作反常当即停机,查看缘由并及时扫除;13作业结束,应封闭油泵,退出控制体系程序,堵截电源。

- 花椒苗品牌供应商 2025-12-05
- 铸铁型材品牌:亿锦天泽钢铁有限公司 2025-12-05
- 扁钢口碑良好 2025-12-05
- 通风天窗市场行情 2025-12-05
- 批发塑料托盘的厂家 2025-12-05
- 马鞭草厂家热销 2025-12-05
- 无缝管-发货快 2025-12-05
- 2025发货快速#H型钢#实体厂家 2025-12-05
- 【图】无缝管生产厂家 2025-12-05
- 铅板排行 2025-12-05
- 定制H型钢_优质厂家 2025-12-05
- 发货速度快的不锈钢复合管销售厂家 2025-12-05
- 工字钢厂家特惠 2025-12-05
- 专业销售法兰-大型厂家 2025-12-05
- 不锈钢复合管供应商价格 2025-12-05