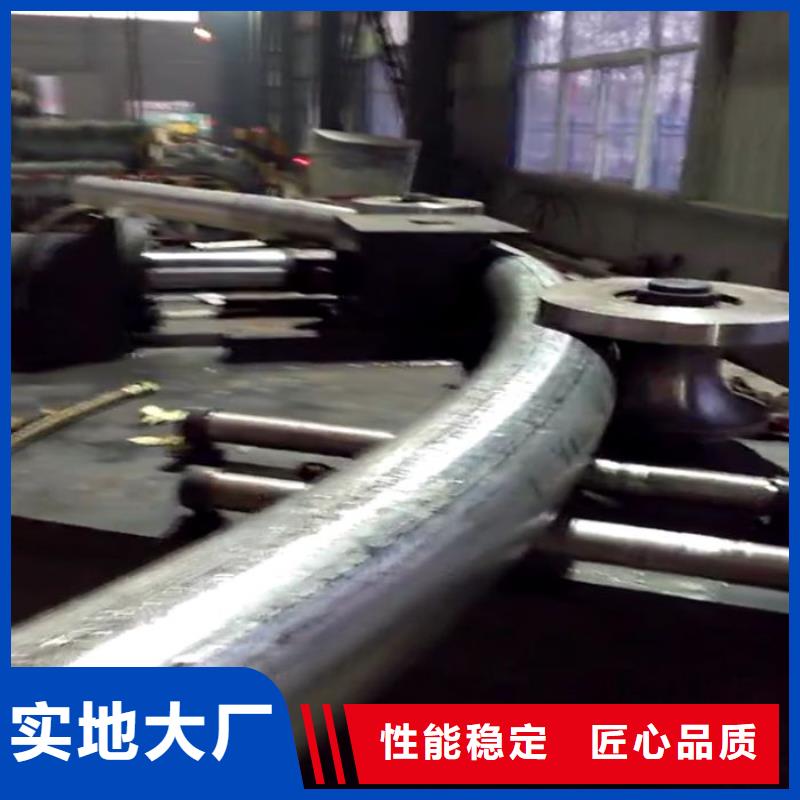
可定制的弯供机品牌厂家

雅安天全圆管弯供机的详细介绍
匠心打造工艺精湛

大型弯管机的几个技术热点:
1.管型规整化:设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180°的圆弧。过大的圆弧不但使机械笨重,而且受弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,妨碍了机械化、自动化生产,使操作者不好摆脱笨重的体力劳动:大于180°的圆弧使弯管机无法卸模。
2.弯曲半径标准化:弯曲半径要尽量实现“一管一模”和“两管一模”。对于一根管子来说,弯曲角度如何,其弯曲半径只能有一个,因为弯管机在弯曲过程中不更换模块,这就是“一管一模”。而“多管一模”就是相邻直径规格的管子应尽量采用同一套模具,也就是使用同一套模具弯曲两种相邻型号的圆管,这样才有利于减少模具的数量,减少了成本。
3.适当的弯曲半径值:圆管弯曲半径的大小,决定了圆管在弯曲成型时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的r值为管子直径的2、3倍为好。
4.适中的弯曲成型速度:弯曲成型速度对成型质量的主要影响为:速度太快,容易造成圆管弯曲部分的扁平,圆度打不到要求,造成圆管的拉裂、拉断:速度太慢,容易造成圆管的起皱和压紧块打滑,大管径的管子易形成圆管弯曲部分的下陷。针对这两台数控弯管机上大量的试验,将圆管的弯曲速度定为机器弯曲速度的20%-40%为宜。
5.合适的芯棒及其位置:芯棒在弯曲过程中主要起着支撑圆管弯曲半径的内壁防止其变形的作用。目前管材在机床上弯曲成型若不适用芯棒。芯棒的形式有很多种,如柱式芯棒,定向单、多球头芯棒等。另外芯棒的位置对圆管弯曲成型也有影响:理论上,它的切线应与弯管模的切线平齐,单经过大量的试验证明,提前1-2mm较好,此时弯管质量比较理想。当然,提前量太大,会造成弯曲部分的外壁出现所谓“鹅头”的现象。







诚信经营、品质如一、优质服务、无忧售后。工厂直销价格合理,我们不怕货比货,就怕您买错。
雅安天全万泽锦达机械制造有限公司主营产品 圆管弯供机。价格以本公司实际报价为准!
所有商品我们公司在发货之前都进行严格质检,确保无任何问题才发货!
图片均为实物拍摄,但由于光线及显示器等原因会有轻微的色差,请谅解。
厂家直销 价格实惠 质量保证
保证产品的亮度和效果质量
现货批发 量大从优 欢迎订购。

产品








- 无缝钢管质量可靠的厂家 2025-11-03
- 绗磨管厂家-只为制造精品 2025-11-03
- 中厚板厂家长期供应 2025-11-03
- 优质的声测管生产厂家 2025-11-03
- 不锈钢定制 2025-11-03
- 诚信的复合管生产厂家 2025-11-03
- 规格齐全的不锈钢复合管栏杆供货商 2025-11-03
- 常年供应聚合氯化铝-全国配送 2025-11-03
- H型钢大型生产厂家 2025-11-03
- 热镀锌方管实力厂家 2025-11-03
- 批发电缆_厂家/供应 2025-11-03
- 值得信赖的景区护栏批发商 2025-11-03
- 钢管-钢管高性价比 2025-11-03
- 工字钢-客户一致好评 2025-11-03
- 精密管下单即发货 2025-11-03
联系方式
