防腐钢管性价比高
更新时间:2025-12-03 20:43:08 ip归属地:吕梁,天气:晴,温度:-14--2 浏览:2次
- 发布企业
- 全通管道(吕梁市石楼县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 螺旋钢管
- 所在地
- 盐山县城南开发区
- 联系电话
- 0527-88266888
- 手机
- 17768165506
- 联系人
- 王总 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:吕梁市石楼县防腐钢管性价比高的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 防腐钢管供应范围覆盖山西省、吕梁市、石楼县、离石区、文水县、交城县、兴县、临县、柳林县、岚县、方山县、中阳县、交口县、孝义市、汾阳市等区域。 |
【全通】业务覆盖多元场景,提供以下产品和服务:汾阳螺旋钢管一站式服务、兴县螺旋钢管放心得选择、岚县螺旋钢管厂家技术完善、交城螺旋钢管采购无忧等。防腐钢管性价比高,全通管道(吕梁市石楼县分公司)为您提供防腐钢管性价比高的资讯,联系人:王总,电话:【0527-88266888】、【17768165506】。 山西省,吕梁市,石楼县 2021年,石楼县地区生产总值完成21.01亿元,增长5.1%。
为了让您更地了解我们的防腐钢管性价比高,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:吕梁石楼防腐钢管性价比高的图文介绍

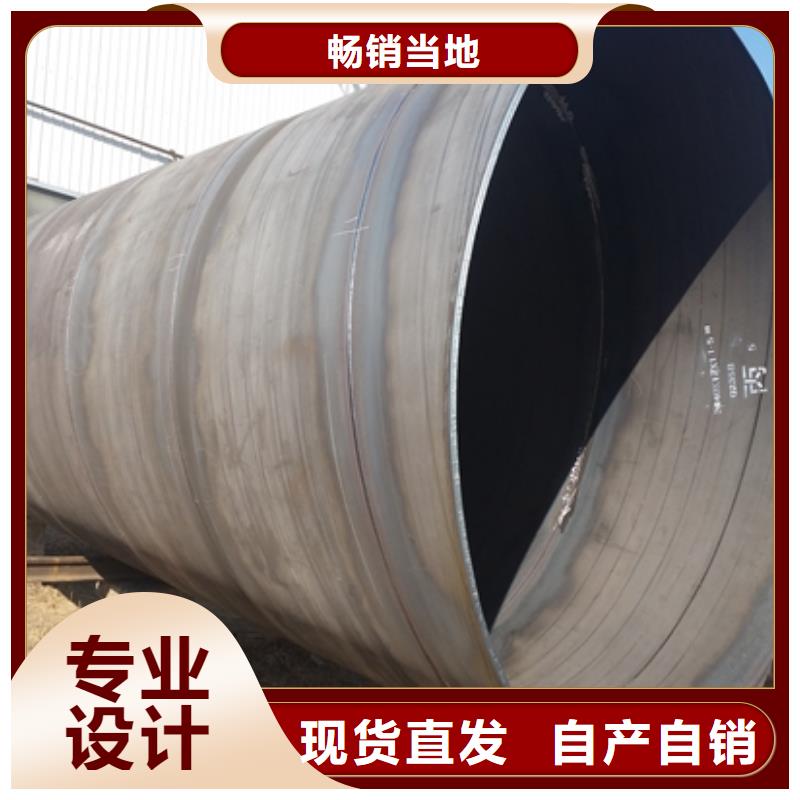
大口径螺旋钢管在生产时,错边时有发生,其影响因素很多。在生产实践中,往往由干错边超差而使钢管降级。因此分析大口径螺旋钢管错边产生的原因及其措施是很有必要的。钢板表面处理。为避免开卷矫平脱落的氧化铁皮等杂物进入成型工序,应设置板面清扫装置。热裂纹。在埋弧焊接中,焊道内可产生热裂纹,特别是在起弧和熄弧弧坑处容易发生裂纹。为这种裂纹,通常在起弧和熄弧处装有垫板,并在板卷对焊接结束时,可将螺旋钢管逆转而将焊进叠焊。
热裂纹在焊缝应力很大的时候,或者焊缝金属内的是很高的时候*容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置*安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取*值,薄壁取*小值。焊透度不佳。
热裂纹在焊缝应力很大的时候,或者焊缝金属内的是很高的时候*容易产生。钢板板边处理。钢板板边应设置铁锈和毛刺装置,以减少产生气孔的可能。装置的位置*安装在铣边机和圆盘剪后,装置的结构是一边2个上下位置可调整间隙的主动钢丝轮,上下压紧板边。焊渣的卷入。卷入焊渣就是在焊缝金属中残存一部分焊渣。焊缝形貌。焊缝的成型系数过小,焊缝的形状窄而深,气体和夹杂物不容易浮出,易形成气孔和夹渣。一般焊缝成型系数控制在1.3-1.5,厚壁螺旋钢管取*值,薄壁取*小值。焊透度不佳。


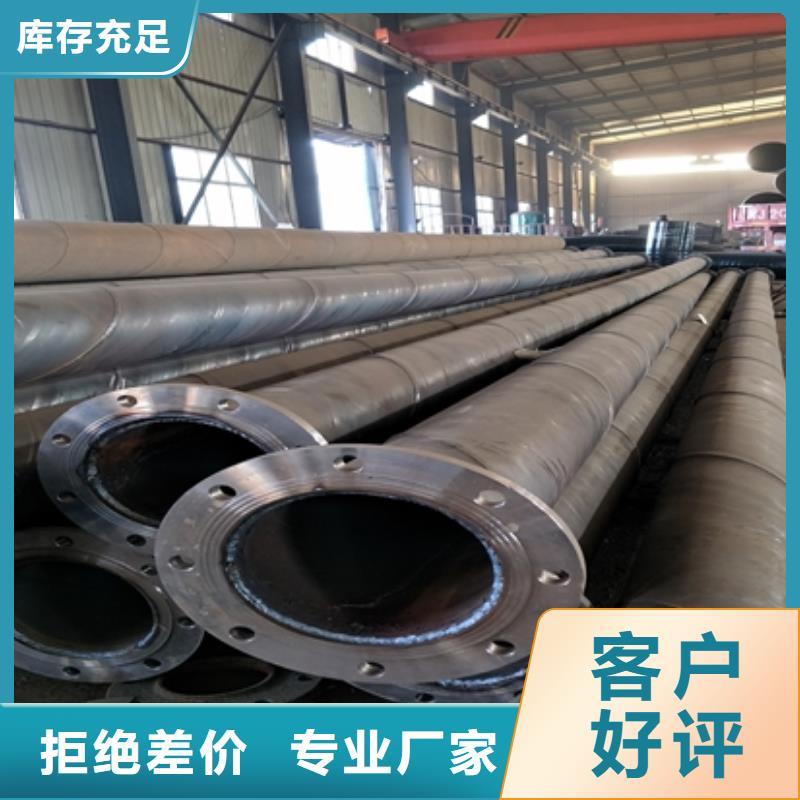
因为这些算法所构造的直观性和自然机理,所以又被称为智能优化算法。螺旋钢管水压试验机在进行试压时,首先通过端部密封装置对受试钢管两端进行密封并注入低压水,在注水过程中通过排气阀排出管内空气,在低压水充满后,通过增压装置向管内注入高压水进行增压直至达到规定试验压力。 在达到规定试验压力后按规定时间保压,若螺旋钢管在试压中无泄漏、变形等现象,则进行卸压。然后打开端部密封装置,排出低压水,将受试螺旋管送到检查台进行目视检查有无可疑渗透。
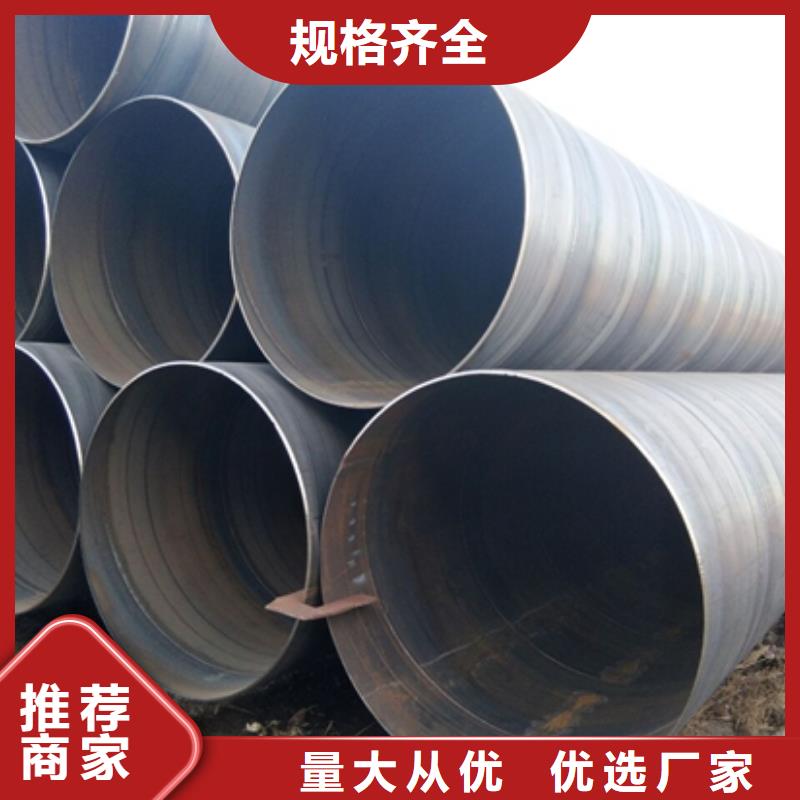
按标准要求对试压过程的压力变化曲线采用自动记录装置记录。螺旋管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。螺旋钢管的特点:螺旋钢管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用同样宽度的坯料出产管径不同的焊管。但是与相同长度的直缝管比拟,焊缝长度增加,而且出产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊!现在螺旋管的常用标准一般分为(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/(国标、也叫石油天然气工业输送钢管交货技术条件一部分:A级钢管(到目前要求严格的有GB/T B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、S(桩用螺旋缝埋弧焊钢管)。
按标准要求对试压过程的压力变化曲线采用自动记录装置记录。螺旋管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。螺旋钢管的特点:螺旋钢管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用同样宽度的坯料出产管径不同的焊管。但是与相同长度的直缝管比拟,焊缝长度增加,而且出产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊!现在螺旋管的常用标准一般分为(部标、也叫普通流体输送管道用螺旋缝埋弧焊钢管)、GB/(国标、也叫石油天然气工业输送钢管交货技术条件一部分:A级钢管(到目前要求严格的有GB/T B级钢管))、API-5L(美国石油协会、也叫管线钢管;其中分为PSL1和PSL2两个级别)、S(桩用螺旋缝埋弧焊钢管)。



螺旋钢管如何保证质量:1.人员a管理人员b生产人员中原管道制造有限公司拥有一批高端技术人员都持证上岗c检验人员。2设备螺旋钢管的检测设备如X光工业电视超声波检测实验室检测中心等。3管理中原管道制造有限公司建立了持续有效的质量体系,各种规章制度健全。4螺旋钢管的相应资质如特种设备制造许可证.
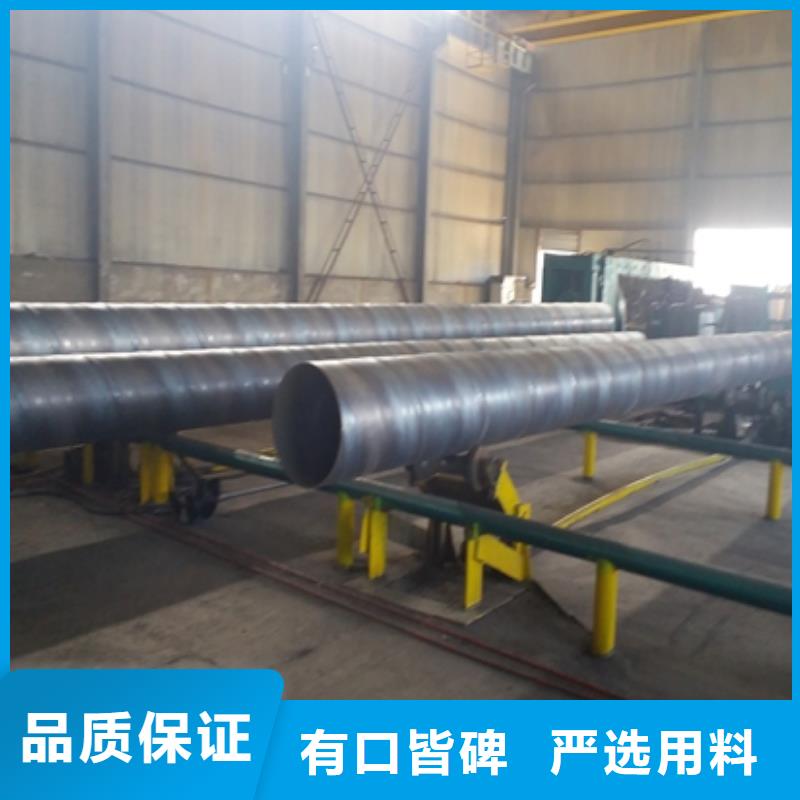
螺旋钢管的使用越来越广泛,众多企业作业中都会用到,与人们的生活也离不开。所以螺旋钢管质量的好坏,也直接关系到企业产品的质量能否有保障。使用螺旋钢管的生产厂家,对螺旋钢管的质量也十分重视。选择一个的螺旋钢管生产厂家十分关键。在众多的生产厂家中,沧州全通钢管制造有限公司,一直拥有市场的良好口碑,这个的品牌,诚信经营多年,以其高品质、低价位得到了市场的一致好评。焊接钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。
螺旋钢管的使用越来越广泛,众多企业作业中都会用到,与人们的生活也离不开。所以螺旋钢管质量的好坏,也直接关系到企业产品的质量能否有保障。使用螺旋钢管的生产厂家,对螺旋钢管的质量也十分重视。选择一个的螺旋钢管生产厂家十分关键。在众多的生产厂家中,沧州全通钢管制造有限公司,一直拥有市场的良好口碑,这个的品牌,诚信经营多年,以其高品质、低价位得到了市场的一致好评。焊接钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。



多年来坚持守约、保质、薄利、重义的经营理念,吕梁石楼盐山全通管道有限公司与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司让利于 螺旋钢管客户,装车免费,节假日照常发货,欢迎广大客户朋友光临惠顾!

防腐钢管性价比高,全通管道(吕梁市石楼县分公司)专业从事防腐钢管性价比高,联系人:王总,电话:【0527-88266888】、【17768165506】,以下是防腐钢管性价比高的详细页面。