滚丝机行业品牌厂家
更新时间:2025-12-05 22:08:27 ip归属地:承德,天气:晴,温度:-15--5 浏览:2次



- 发布企业
- 禁用(承德市双桥区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 禁用
- 所在地
- 禁用
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 禁用 请说明来自商助贸易宝,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 滚丝机行业品牌供应范围覆盖河北省 承德市 双桥区、双滦区、鹰手营子矿区、兴隆县、平泉市、滦平县、隆化县等区域。 |

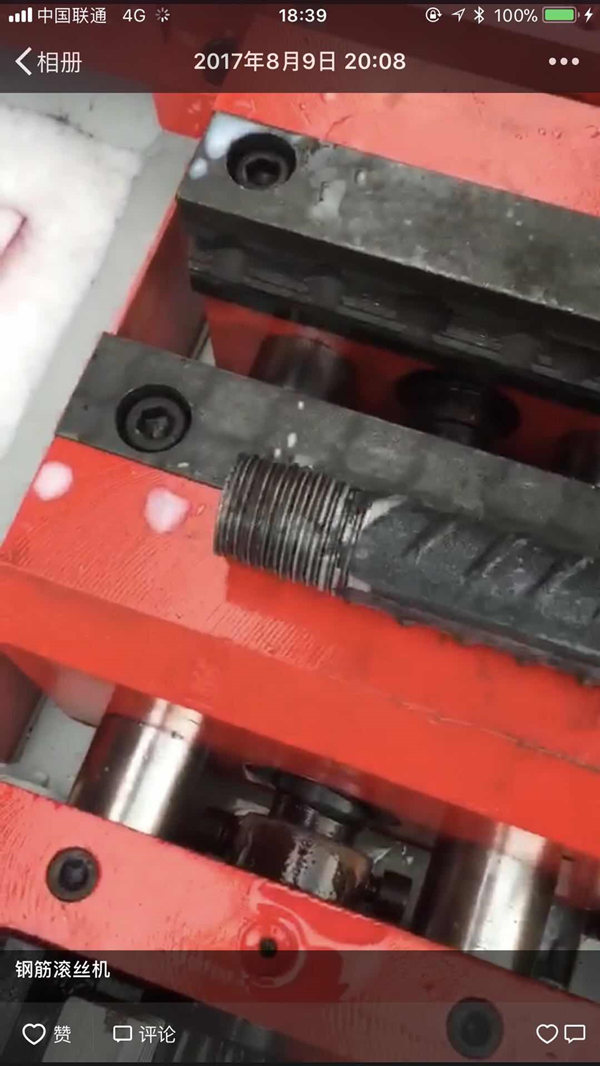
滚丝机HGS-40KZ是由宝欣机械设备有限公司生产研发,应用于工地钢筋滚丝工作。设备自动化程度高,应用范围广泛,可加工不同长度和宽度的钢筋。
急停按钮以上就是对滚丝机HGS-40KZ介绍说明,我们公司的设备有很多,针对不同的工程需求可以使用不同的产品,在使用过程中有任何不明白的地方,欢迎随时联系。滚丝机是一种在工程工地上使用极为广泛的机械设备,它主要是制作钢筋螺纹或者是制作钢筋套筒,用来连接钢筋之间。相比较于焊接工艺来说更加方便。而且不受特殊环境和恶劣天气的影响。今天滚丝机厂家来为大家详细讲解一下滚丝机空载试车和负载试车步骤。
空载试车:
1)接通电源,打开设备电源总开关,检查冷却水泵是否正常工作,机头是否有充足冷却液流出。
2)检查开关盒内的各控制按钮是否正确灵活的控制主电机。
3)滚丝机扳动进给手柄,检查进给是否灵活,无阻滞现象。
4)检查各行程开关、延时继电器、自动开合机构是否灵活可靠。
5)扳动夹紧钳手柄,检查滑动件是否灵活,能否有效夹紧钢筋。注:开关盒内的控制按钮绿色为正转按钮,黑色为反转按钮,红色为停止按钮。
负载试车与调试:
1)确定各零部件齐全,各连接件无松动现象。
2)顺时针扳动进给手柄,确定机头在起始位置。
3)将待加工的钢筋装夹于夹紧钳上(两条纵肋要进入钳口的直槽中)使钢筋端面与剥肋到外端面平齐(工地常用一块3—5mm厚的钢板靠在剥肋刀前端面,钢筋抵住钢板,钳口夹紧钢筋后取出钢板),扳动夹紧手柄夹紧钢筋。
4)按动正转按钮,机头正转。
5)逆时针匀速扳动进给手柄(切勿猛进),剥肋过程开始。当剥肋长度达到要求时,剥肋行程挡块的轴承推动剥肋盘,使剥肋刀自动涨开,剥肋完成。
6)继续扳动进给手柄,钢筋滚丝机的滚丝轮到达钢筋并开始接触时,用力扳动进给手柄使滚丝轮滚轧上钢筋,机头旋转2~3圈以后,松开进给手柄,机器自动滚轧进给,到达需要距离时,反转触板使反转行程开关动作,,此时电机自动停止并延时反转,开始自动退刀。
7)自动退刀结束后(进给手柄没有动作),顺时针转动进给手柄,将机头退回到起始位置,此时剥肋刀应自动收缩复位,停止行程开关动作,电机自动停止。
8)松开夹紧手柄,卸下钢筋后加工完成。
9)如要加工反丝(左旋螺纹),在设备为正丝的情况下,
需作如下处理:
a)将电器的转换组合开关扳到反丝位置。
b)滚丝轮垫圈位置要重新调整,即任意两套垫圈互相调换(此时第1组垫圈按正转方向其厚度应越来越薄)
c)钢筋滚丝机剥肋完成后,按下反转按钮,机头继续前进就可进行反丝滚轧作业。

滚丝机在上冷轧加工小模数渐开线花键的原理。L、R是参数相同的一对渐开线滚轧轮,分别安装在滚丝机的两根主轴上,并可在传动机构的驱动下同向同步旋转。R轮可由油缸驱动进行径向进给运动,L轮可通过调整机构的调整与R轮在工件P表面的压痕重合。工件P以两中心孔定位夹紧,调整夹具可使工件轴向移动,在受力时可绕夹具上过O点与机床主轴平行的轴线摆动一个Φ角,以保证工件在冷轧过程中始终保持与两滚轧轮处于自由对滚状态,同时便于装夹工件。



我公司技术力量雄厚,加工设备齐全,检测手段完善,公司产品均通过微机优化设计,达到国内先进水平。目前公司主要经营多个品种的钢筋滚丝机、钢筋墩粗机以及连接钢丝套筒,为您提供多品种,多规格的系列产品。
公司奉行“以质量求生存,以科技求发展”的发展原则,坚持以客户为核心的服务理念。公司愿与社会各界通力合作,共创“钢筋连接”事业的绚丽未来,为您的工程创优夺标再立新功。公司一直坚持“以管理人才为本,以市场诚信为本,以产品质量为本,以科技发展为本,以贴心服务用户为本,以合作双赢为本”。我公司愿以优良可靠的产品质量,先进的产品技术,灵活多样的服务方式与建筑业同仁志士合作,携手共进,共同塑造钢筋连接行业的“宝欣”品牌!


承德双桥禁用一家专业生产 禁用的厂家,我厂始终秉承“以品质为基础,以服务为宗旨”,力求给广大客户提供z u iz u i优质的产品,z u i的服务,自创建以来赢得了客户的一致好评和业内的高度赞扬。公司拥有专业的设计制作团队、高标准的精良设备,公司拥有自己的生产厂房,能批量设计生产各种 禁用等产品。公司制作材料的应用,技术的开发,质量的检验和制作工艺上都有严格的标准,每个细节都力求完美精益求精。

