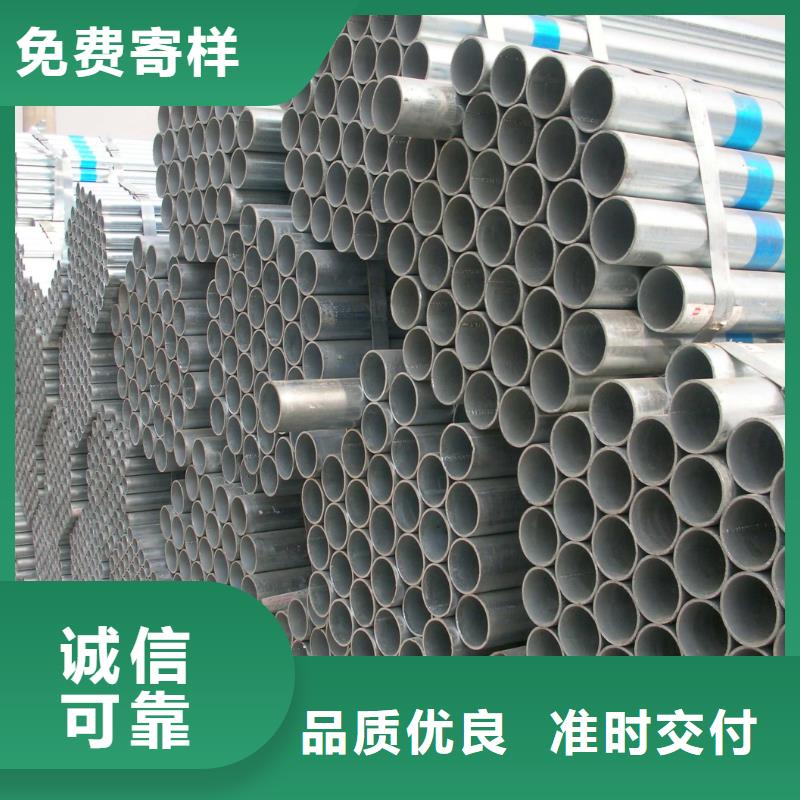
镀锌管规格介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 镀锌管规格介绍供应范围覆盖河北省、邯郸市、邱县、邯山区、丛台区、复兴区、峰峰矿区、临漳县、成安县、大名县、涉县、磁县、肥乡区、永年区、鸡泽县、广平县、馆陶县、魏县、曲周县、武安市等区域。 |


邯郸邱县无缝钢管的详细介绍
操作简便 免费试用

邯郸邱县星腾伟业金属材料有限公司常年销售 无缝钢管等各种产品,我公司销售的 无缝钢管资源丰富,价格合理产品,材质规格齐全。公司优势:货源充足,价格合理!宁可一诺不许,许则一诺千金!公司依托开发区汇通物流园B115优越的地理位置,建立起的物流配送网络,覆盖全国,货多货少都可送达客户手中。我公司郑重承诺,在同等的质量下,保证以低的价格,完善的服务,高的信誉来答谢各界朋友的支持与厚爱。欢迎垂询光临!公司精神:创新超越平凡,实力成就未来!公司宗旨:以质量求生存,以信誉求发展!公司经营理念:以诚为本,客户至上!



镀锌钢管,它有着耐腐蚀性能和使用寿命长的双重优点,并且价格相应比较低廉,所以现在它的使用率也是越来越高了,但是有的使用者在焊接镀锌管时不注意,导致了一些不必要的麻烦,那么镀锌管在焊接时都应该注意哪些问题呢? 01 前提是要打磨
必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。
02 镀锌钢的焊接特点
镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 03 焊接工艺控制
镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层以后再焊。
在实际工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。焊条应根据镀锌刚管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。
焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。在焊角焊缝时,同样在 层尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,其方法是先将焊条端部向前移出约5~7mm左右,当使锌层熔化后再回到原来位置继续向前施焊。再横焊和立焊时,如选用短渣焊条如J427,咬边倾向会很小;如果采用前后往返运条技术,更可以得到无缺陷的焊接质量。






- 采购H型钢必看-规格全 2025-12-02
- 洒水车不怕同行比质量 2025-12-02
- 菠菜粉厂家信誉好 2025-12-02
- 高强板厂家价格合理 2025-12-02
- 供应批发二次结构泵-保量 2025-12-02
- 规格齐全的蓝莓苗厂家 2025-12-02
- 不锈钢复合管口碑好 2025-12-02
- 经验丰富的小口径镀锌方管供货商 2025-12-02
- PE管、PE管厂家—薄利多销 2025-12-02
- 球墨井盖厂家低价出货 2025-12-02
- 供应无缝钢管的当地厂家 2025-12-02
- H型钢_价格优 2025-12-02
- 甄选:保温铝生产厂家 2025-12-02
- 精密光亮钢管、精密光亮钢管厂家_规格齐全 2025-12-02
- 压花可随时发货 2025-12-02