您当前的位置:商助贸易宝 » 松北商助贸易宝 »松北产品 » 优质异型管的销售厂家
优质异型管的销售厂家
更新时间:2025-11-29 09:38:37 ip归属地:哈尔滨,天气:雨夹雪转多云,温度:-11-4 浏览:1次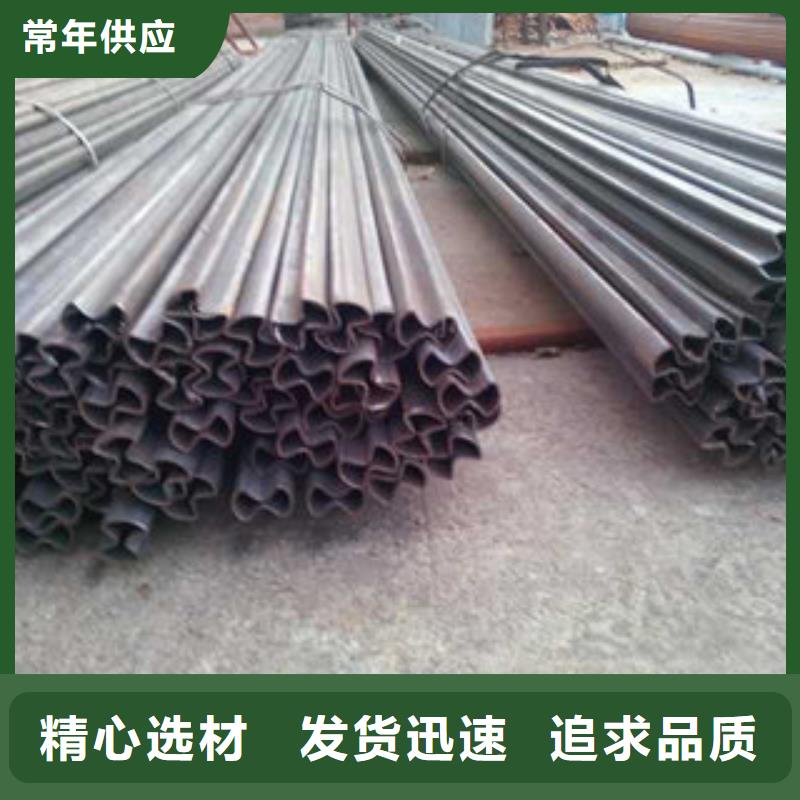

- 发布企业
- 福仕达金属材料(哈尔滨市松北区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 球墨铸铁管
- 所在地
- 开发区汇通物流园内
- 联系电话
- 0527-88266222
- 手机
- 18762195566
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:哈尔滨市松北区优质异型管的销售厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 优质异型管的销售供应范围覆盖黑龙江省、哈尔滨市、松北区、道里区、南岗区、道外区、平房区、香坊区、呼兰区、阿城区、依兰县、方正县、宾县、巴彦县、木兰县、通河县、延寿县、双城区、尚志市、五常市等区域。 |
【福仕达】业务覆盖多领域场景,主营双城球墨铸铁管快速生产、木兰球墨铸铁管实力大厂家、延寿球墨铸铁管选择我们选择放心等产品服务。优质异型管的销售厂家,福仕达金属材料(哈尔滨市松北区分公司)为您提供优质异型管的销售厂家,联系人:李经理,电话:【0527-88266222】、【18762195566】。 黑龙江省,哈尔滨市,松北区 松北区,隶属黑龙江省哈尔滨市,是哈尔滨的中心城区之一,地处哈尔滨市主城区北部、市区北部,松花江北岸,内陆河川平原。辖14个街道、2个镇,总面积736.8平方千米。2021年,松北区户籍人口34.3万人。
想要更直观地了解优质异型管的销售厂家产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:哈尔滨松北优质异型管的销售厂家的图文介绍
哈尔滨松北福仕达金属材料有限公司可以根据客户的 球墨铸铁管产品特性,设计客户专属的 球墨铸铁管产品规格,以降低客户的材料成本、提高生产效率。 公司宗旨:专业订制,为客户节省材料成本、节省加工时间、节省人力成本,进而降低产品成本,提高竞争力! 质量方针:弘扬品质精神,构建完善的质量管理体系,把品质战略贯穿于公司日常工作的各个细节中。


合金异型管常见的工艺检测方法(一)反复弯曲试验:将试样一端。在规定半径的圆柱形表面上进行90度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;(二)顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;(三)管卷边试验:将规定形状的顶心压入金属管一端,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;(四)管液压试验:用水或规定液体充满金属管,在一定时间内承受规定压力,检验异型管质量及强度并显示其缺陷的试验;(五)淬透性:指钢奥氏体化后接受淬火的能力。或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的方法主要是 标准规定的结构钢末端淬火试验方法;(六)切削加工性:异型管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,切削力较小等,都表示该金属材料的切削加工性好;(七)弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。一般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;(八)管弯曲试验:在带槽弯心试样弯曲至规定程度,检验异型管承受弯曲塑性变形的能力并显示其缺陷的试验;(九)管压扁试验:将金属管压扁至规定尺寸,检验其塑性变形能力并显示其缺陷的试验;



焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。


批发异型管材料的切削加工
(一)切削加工性异型管材料的切削加工性系指接受切削加工的能力,也是指经过加工而成为合乎要求的工件的难易程度。
通常可以切削后工作表面的粗糙程度、切削速度和刀具磨损程度来评价金属的切削加工性。
(二)锻性是异型管在承受锤锻、轧制、拉拔、挤压等加工工艺是会改变形状而不产生裂纹的性能。
它实际上是金属塑性好坏的一种表现,金属材料塑性越高,变形抗力就越小,则锻性就越好。
锻性好坏主要决定于金属的化学成分、显微组织、变形温度、变形速度及应力状态等因素。
(三)顶锻性顶锻性是指管材承受打铆、镦头等的顶锻变形的性能。
金属的顶锻性,是用顶锻试验测定的。



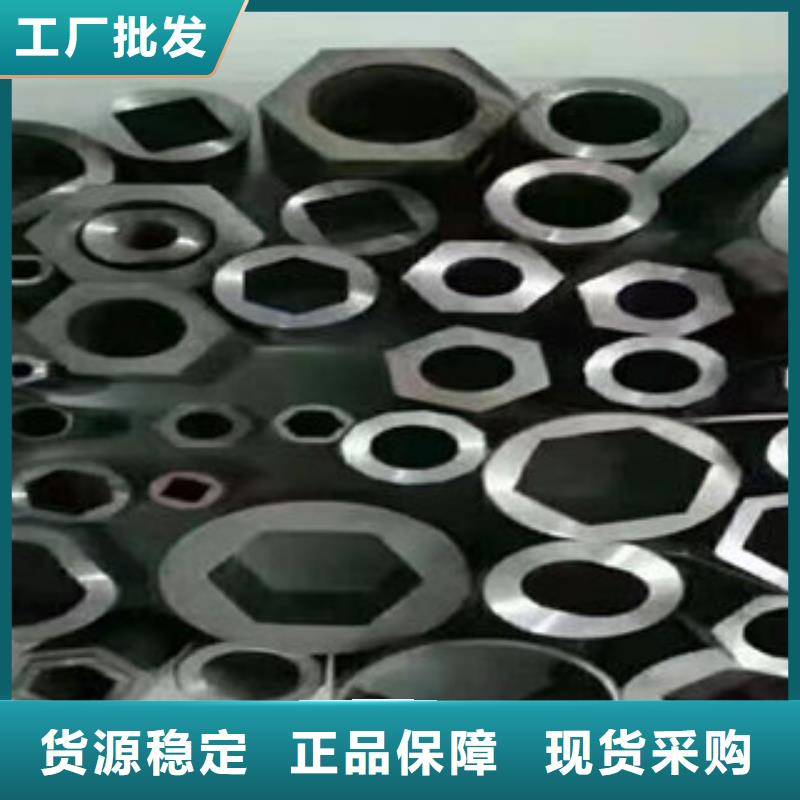
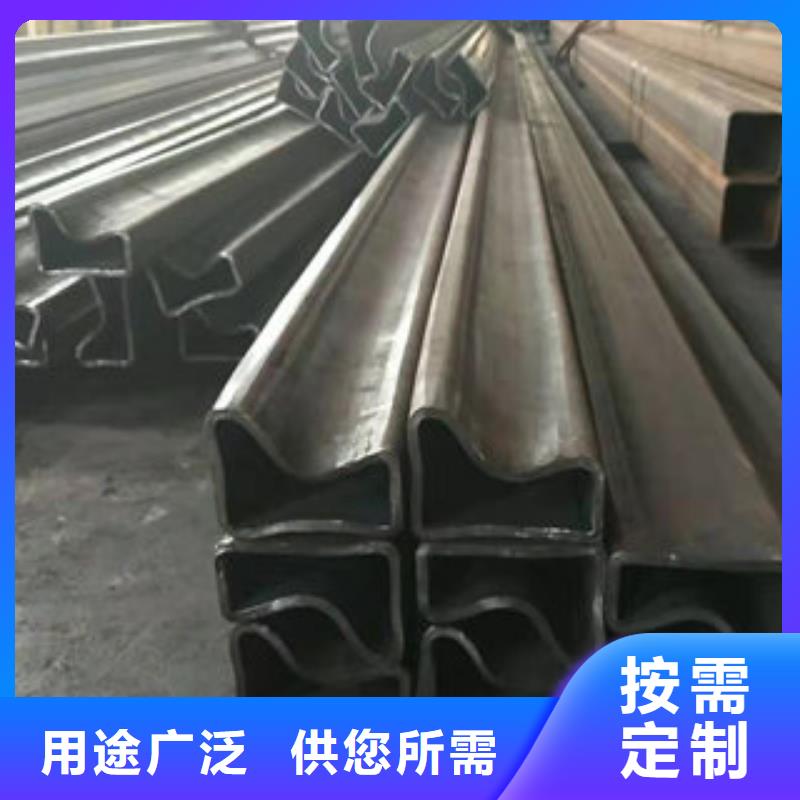
六角管属于异型管。异型管是经冷拔制成各种异型的无缝钢管。异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。异型无缝钢管是除了圆管以外的其他截面形状的无缝钢管的总称。按钢管截面形状尺寸的不同又可分为等壁厚异型无缝钢管(代号为D)、不等壁厚异型无缝钢管(代号为BD)、变直径异型无缝钢管(代号为BJ)。 D型管是异型管的一种,也称之为马蹄钢管,截面为正六边形的棒材。以对边长度S为标称尺寸。D型管可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。广泛地用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库货架等。

优质异型管的销售厂家_福仕达金属材料(哈尔滨市松北区分公司),固定电话:【18762195566】,移动电话:【0527-88266222】,联系人:李经理,开发区汇通物流园内。