您当前的位置:商助贸易宝 » 沧县商助贸易宝 »沧县产品 » 重信誉无缝钢管供应厂家
重信誉无缝钢管供应厂家
更新时间:2025-12-11 12:15:21 ip归属地:沧州,天气:晴转阴,温度:-2-3 浏览:4次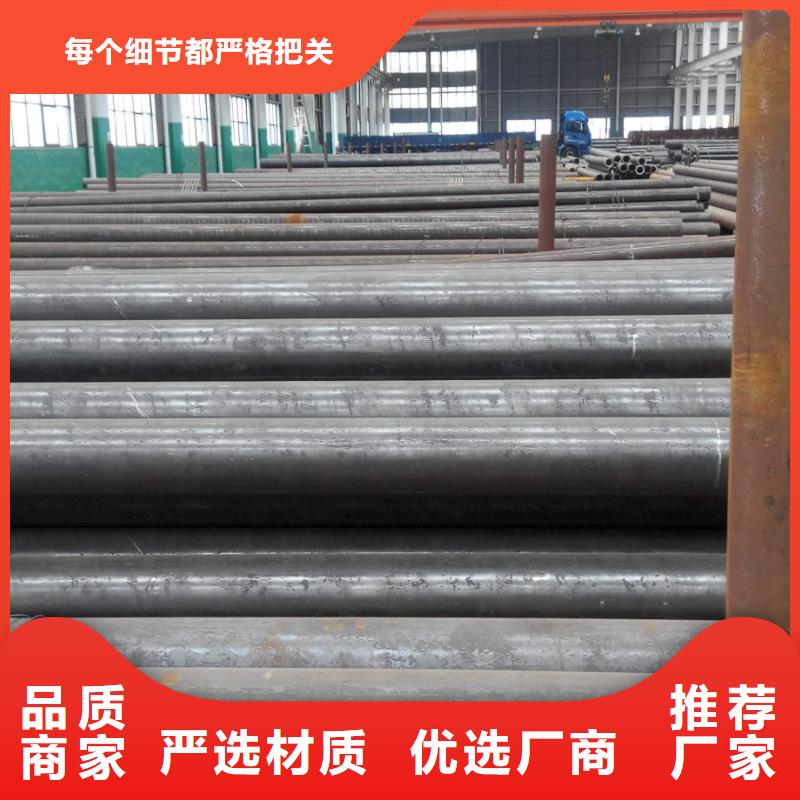



- 发布企业
- 星腾伟业金属材料(沧州市沧县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 无缝钢管
- 所在地
- 开发区汇通物流园B115
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 任威 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:沧州市沧县重信誉无缝钢管供应厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 重信誉无缝钢管供应供应范围覆盖河北省、沧州市、沧县、运河区、青县、东光县、海兴县、盐山县、肃宁县、南皮县、吴桥县、献县、泊头市、任丘市、黄骅市、河间市等区域。 |
【星腾伟业】业务覆盖多领域场景,主营肃宁无缝钢管源头工厂、吴桥无缝钢管真诚合作、东光无缝钢管产品参数等产品服务。重信誉无缝钢管供应厂家,星腾伟业金属材料(沧州市沧县分公司)为您提供重信誉无缝钢管供应厂家,联系人:任威,电话:【0527-88266222】、【0527-88266222】。 河北省,沧州市,沧县 西汉,置浮阳县。1961年,沧县城关人民公社划出,设沧州市。1983年11月,沧县属沧州市辖。荣获中国民间文化艺术之乡、革命文物保护利用片区分县、全国农民合作社质量整县推进试点单位。
我们的重信誉无缝钢管供应厂家视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:沧州沧县重信誉无缝钢管供应厂家的图文介绍


精密无缝钢管酸洗概述
利用酸溶液去除钢铁表面上的氧化皮和锈蚀物的方法称为酸洗。氧化皮、铁锈等铁的氧化物(Fe3O4,Fe2O3,FeO 等)与酸溶液发生化学反应,形成盐类溶于酸溶液中而被除去。酸洗用酸有硫酸、盐酸、磷酸、硝酸和混合酸等。
精密无缝钢管酸洗常用介质:
硫酸、硝酸、磷酸、 。在酸洗时务必加入酸洗缓蚀剂,防止酸对金属的腐蚀。
精密无缝钢管酸洗工艺
主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。钢铁零件一般在 10%~20%(体积)硫酸溶液中酸洗,温度为 40℃。当溶液中含铁量超过 80g/L,硫酸亚铁超过 215g/L 时,应更换酸洗液。常温下,用 20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。 为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用 6mol/L 盐酸浸煮 2h 或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。



沧州沧县星腾伟业金属材料有限公司选用的 无缝钢管材质符合标准,企业严把质量关,做到不合格不出厂。经营理念:以市场为导向、以用户为中心、追求卓越。质量方针:专业创造价值,质量铸就品牌。公司宗旨:经济讲效益,管理讲制度,办事讲原则,工作讲效率。期待与您合作共赢。


制定管材冷轧冷拔生产的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。山东无缝钢管 冷加工方式的配置 按冷轧和冷拔使用情况,方式配置可有单一冷轧、单一冷拔和冷轧冷拔结合3种方案。 (1)单一冷轧方案。和冷拔相比,冷轧变形时应力状态好,道次变形量大,可减少中间工序并缩短生产周期,能降低消耗和降低成本,适宜加工塑性差的高合金钢管和难变形的有色金属。其缺点是生产力低,生产灵活性较小。 (2)冷轧冷拔结合的方案。是管材冷加工的合理方案,冷轧冷拔相结合可发挥冷轧变形量大和冷拔生产灵活的优点,以减少工序、缩短生产周期、提高生产力和扩大品种。采用冷轧冷拔结合方案时,通常是管料先在冷轧机上轧到定壁或定壁前的某个道次,然后进行拔制,直至成品道次。 (3)单一冷拔方案。由于冷拔的道次变形量较小,变形道次多,中间工序多,生产周期长,金属及辅助材料消耗大,单一冷拔方案不是 方案。但拔管机结构比冷轧机简单,投资少,操作容易掌握,工具的制造和更换方便,生产灵活性大,生产力也较高。故采用单一冷拔方案来加工碳钢、低合金钢管和一般有色金属管在实际生产中有广泛的应用。管料尺寸的选择 在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。选择冷拔机道次变形量的影响因素有:金属的冷加工性能(包括金属的强度和塑性)、管身强度(拔制时不能出现拔断现象)、拔管机能力以及选用的拔制方式(见管材冷轧冷拔)和模具类型(见冷拔管工具)。在选择拔制道次变形量时还应考虑的因素有:连拔道次(道次中间不经热处理)的多少,热处理、酸洗、润滑质量的好坏。



在钢管的生产过程中,经常要测量钢管的硬度 来衡量钢管的加工工艺完成程度和工艺的调整与热处理的调整,从而使钢管的性能达到客户要要求的指标。钢管的硬度一般常用布氏、洛氏、维氏三种硬度指标来衡量,今天我们就来聊聊钢管的硬度的测量。
钢管的布氏硬度
在钢管标准中,布氏硬度用途广,往往以压痕直径来表示该材料的硬度,既直观,又方便。但是对于较硬的或较薄的的钢管不怎么适用。
钢管的洛氏硬度
钢管的洛氏硬度试验同布氏硬度试验一样,都是压痕试验方法。不同的是,它是测量压痕的深度。
钢管的洛氏硬度试验是目前应用很广的方法,其中HRC在钢管标准中使用仅次于布氏硬度HB。洛氏硬度可适用于测定由极软到极硬的金属材料,它弥补了布氏法的不足,较布氏法简便,可直接从硬度机的表盘读出硬度值。但是,由于其压痕小,故硬度值不如布氏法准确。山东无缝钢管
钢管的维氏硬度
钢管的维氏硬度试验也是一种压痕试验方法,可用于测定很薄的金属材料和表面层硬度。它具有布氏、洛氏法的主要优点,而克服了它们的基本缺点,但不如洛氏法简便,维氏法在钢管标准中很少用。

重信誉无缝钢管供应厂家_星腾伟业金属材料(沧州市沧县分公司),固定电话:【0527-88266222】,移动电话:【0527-88266222】,联系人:任威,开发区汇通物流园B115。