护栏全国供应
更新时间:2025-12-11 16:21:49 ip归属地:阿坝,天气:晴,温度:-13-19 浏览:3次

- 发布企业
- 盛联管业(阿坝市红原县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 不锈钢复合管
- 所在地
- 聊城市许营工业园
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 张经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:阿坝市红原县护栏全国供应的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 护栏全国供应供应范围覆盖四川省、阿坝市、红原县、汶川县、理县、茂县、松潘县、九寨沟县、金川县、小金县、黑水县、马尔康市、壤塘县、若尔盖县等区域。 |
【盛联】为您提供若尔盖不锈钢复合管细节之处更加用心、松潘不锈钢复合管拒绝中间商、九寨沟不锈钢复合管不只是质量好、金川不锈钢复合管真材实料加工定制等多元产品与服务。护栏全国供应,盛联管业(阿坝市红原县分公司)为您提供护栏全国供应,联系人:张经理,电话:【0527-88266888】、【0527-88266888】。 四川省,阿坝藏族羌族自治州,红原县 红原县为四川省阿坝藏族羌族自治州下辖县。1960年,周恩来总理为红原县命名,意为红军长征走过的大草原。
一分钟,了解产品的全部魅力!观看我们的护栏全国供应产品视频,为您的购买决策提供有力支持。
以下是:阿坝红原护栏全国供应的图文介绍


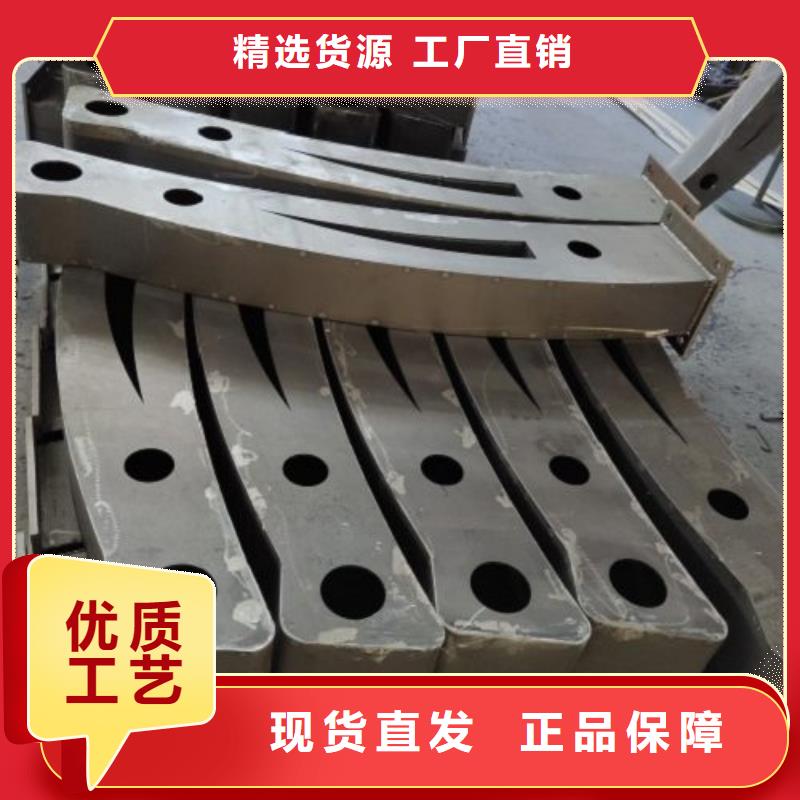
焊接工艺可参照GB/T13148-1991不锈钢复合钢板焊接技术条件。也可参照JB/T4790-2000钢制压力容器焊接规程附录A。不锈钢复合钢焊接规程。坡口方式可采用GB/T13148图1的对接6 ,也可见本文图1。焊前应采用机械及,焊缝外表和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。
焊条采用GB/T983不锈钢焊条规则的A302(E309)焊条规格为焊接采用手工电弧焊;对央求较高的焊缝能够采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。
焊接设备焊接设备应焊接工艺央求,并契合有关设备的规则。采用手工电弧焊时采用直流电焊机。焊接程序先焊复材(不锈钢管),再焊过渡层,后焊基材(碳钢管)。焊接央求复材焊缝外表应尽可能与复材外表坚持平整、光顺。
焊接过渡层时,要在保证熔合良好的前提下,尽量基材金属的熔入量,即熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于5mm。焊后清算焊后应认真清算焊件外表的焊渣、焊瘤物及其他污物。
必要时应对焊缝中止部分修整。焊后清算终了,应在基材焊缝左近的明显部位打上焊工印记以便日后调查。焊接工艺评定当产品技术条件央求中止焊接工艺评定时,须在开工行中止焊接工艺评定,详见JB4708-2000钢制压力容器焊接工艺评定。
我内衬不锈钢复合钢管的焊接船舶工艺研讨所做的焊接工艺评定报告:复合钢管焊接试样的抗拉强度抵达550~565N/mm2。焊接纳件采用钢制对焊无缝管件应契合GB/T12459-1990,焊接纳件采用钢板制对焊管件时应契合GB/T13401-199用于保送石油自然气的焊接纳件应契合SY/T1998钢管对焊管件和SY/T5257-2004钢制弯管。



阿坝红原盛联管业有限公司一直致力于 不锈钢复合管的研发和销售,工厂占地面积超过10万平方米。主要生产: 不锈钢复合管。我们有多年 不锈钢复合管研发、生产经验,拥有行业内领先的生产线以及技术先进,为全球消费者提供技术领先、品质卓越的产品,拥有市场上广阔的产品线。我们与时俱进,不断巩固自身实力提高产品质量的同时也不断完善售后服务。相信只有这样不断的前进,才能迈进更为广阔的空间。坚持以“打造有价值,可优化,不断进取的专业性销售团队,悉查客户需求,超越客户期待”的服务理念和“以品质求生存,以创新求发展,以信誉求市场,务实创新,超越自我”的经营理念为广大客户提供z u i完整的产品。


阿坝红原盛联管业有限公司凭借着可靠的质量、低廉的价格和优良的信誉,以客户为本的生产宗旨, 用多样化的产品满足了客户不同层次,不同方面的需求,赢得了广大客户的一致好评。我们可以根据您的需求,为您的产品设计合理,美观的产品包装。真诚希望与各界新老朋友建立长期稳定、可靠的业务关系。您的需求就是我们的发展,让您满意是我们不懈的求,我们将以贴心的服务,更可靠的质量来回报您的支持,赢得您的信赖,欢迎来电垂询。深入细节,建立了质量管理体系,通过“自检、互检、专检”层层把关。从而在产品质量上得到了严格的保障!



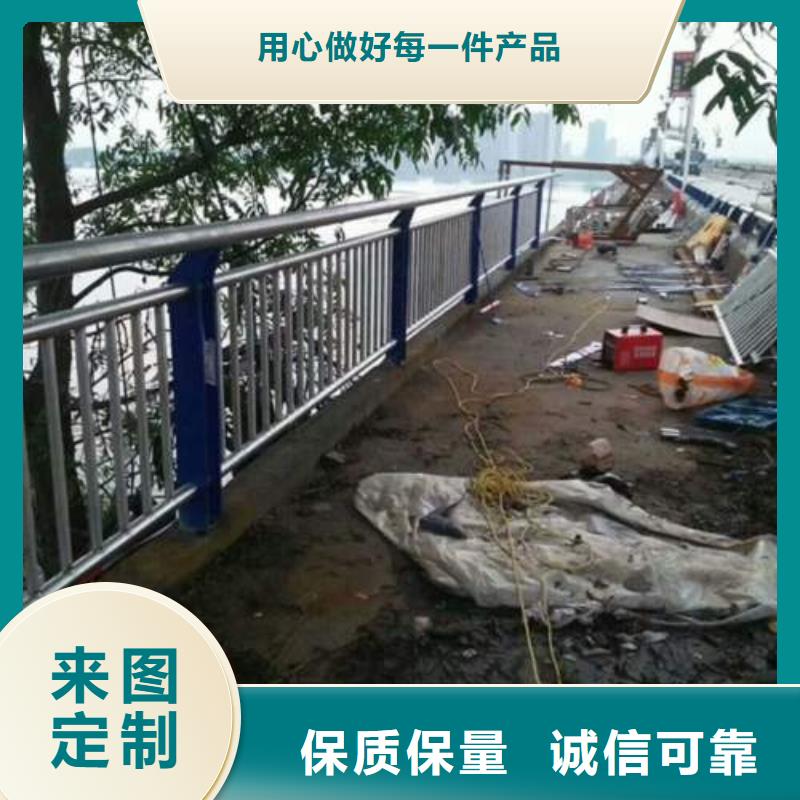
我们也曾经看到这样的由于护栏的比拟差,对游客的构成了要挟,并发作了一些令人十分难过的事故。所以,关于景区护栏的选择我们一定不能漫不经心,特别是在一些可能损伤游客的位置,我们都应该运用不锈钢复合管予以上的保证。
除此之外,不锈钢复合管还可以运用于哪些方面呢。公路护栏能够说是其的另一个应用范围。我们都晓得公里护栏是个人保证行驶的一个重要要素。假定运用这一类产品,那么在完成防护的同时,其又可以发挥一定的装饰作用,美化四周的公路。
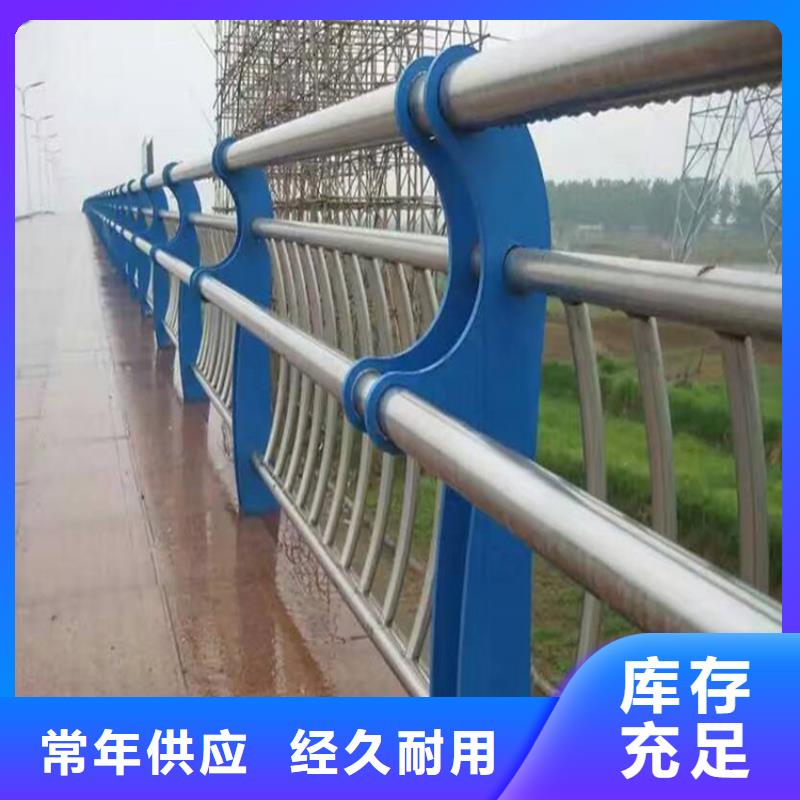
这是为什么。这类产品具有怎样样的优势呢。首先,不锈钢能够说是为大家所熟习的一种资料,运用这类资料制造而成的产品常常具有一定的保证。而这种资料就是不锈钢复合管制造中不可或缺的一局部原料。其还采用了钢这种特殊金属资料。
终制成的产品不只仅具备不锈钢产品表面的出色性以及耐磨等等的特性,更具有碳素钢的强度以及抗弯性质。其次,在生活中的各方面,我们都在倡导节能。在钢管的选择中,我们人人都有义务来对我们所生存担任,我们更应该为社会节能奉献出本人微薄的力气。
无论是从产品的外形以及款式,还是从产品材质来说,我们完好有理由选择不锈钢复合管。那么,与普通的钢管相比,其存在哪些性能或者外观上的区别呢。普通来说,普通的钢管运用的都是铁作为制造的资料。确实,这种材质的产品普通都具有良好的稳定性。
除此之外,不锈钢复合管还可以运用于哪些方面呢。公路护栏能够说是其的另一个应用范围。我们都晓得公里护栏是个人保证行驶的一个重要要素。假定运用这一类产品,那么在完成防护的同时,其又可以发挥一定的装饰作用,美化四周的公路。
这是为什么。这类产品具有怎样样的优势呢。首先,不锈钢能够说是为大家所熟习的一种资料,运用这类资料制造而成的产品常常具有一定的保证。而这种资料就是不锈钢复合管制造中不可或缺的一局部原料。其还采用了钢这种特殊金属资料。
终制成的产品不只仅具备不锈钢产品表面的出色性以及耐磨等等的特性,更具有碳素钢的强度以及抗弯性质。其次,在生活中的各方面,我们都在倡导节能。在钢管的选择中,我们人人都有义务来对我们所生存担任,我们更应该为社会节能奉献出本人微薄的力气。
无论是从产品的外形以及款式,还是从产品材质来说,我们完好有理由选择不锈钢复合管。那么,与普通的钢管相比,其存在哪些性能或者外观上的区别呢。普通来说,普通的钢管运用的都是铁作为制造的资料。确实,这种材质的产品普通都具有良好的稳定性。
护栏全国供应,盛联管业(阿坝市红原县分公司)为您提供护栏全国供应的资讯,联系人:张经理,电话:【0527-88266888】、【0527-88266888】。