口碑好的珩磨管厂


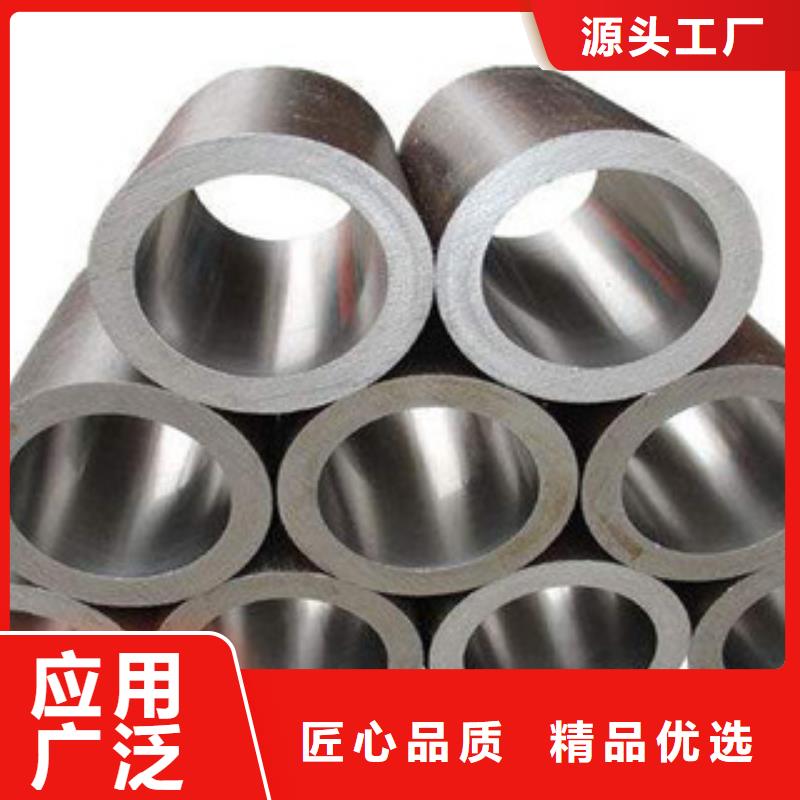
珩磨管中的珩磨工具
在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。
珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:
(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。
(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。
珩磨管专业知识问答



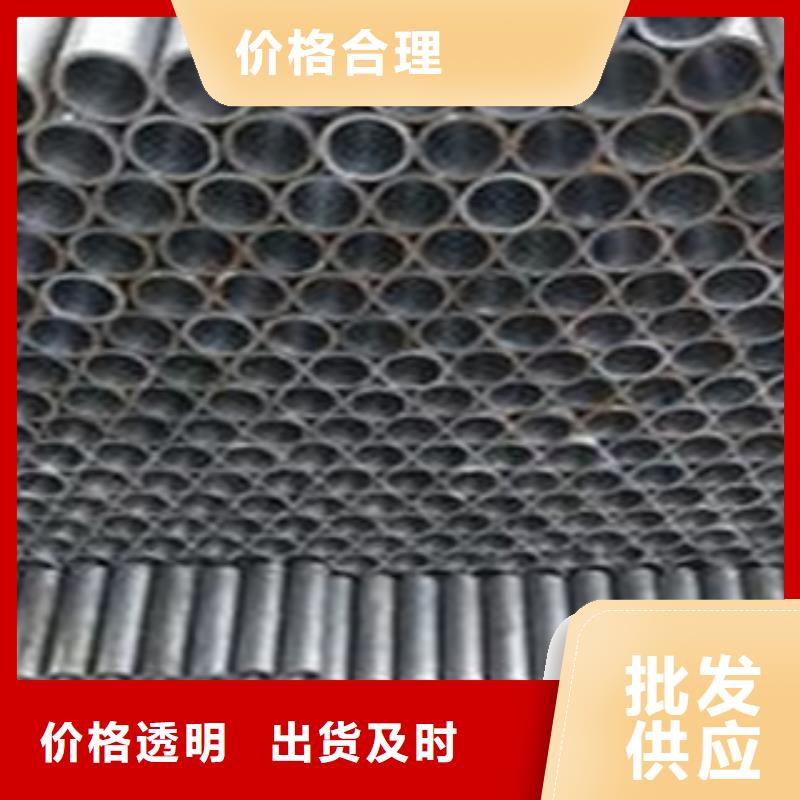
珩磨管的敷设排列和走向应整齐一致,层次分明,尽量采用水平或垂直布管,水平管道的不平行度应≤2/1000;垂直管道的不垂直度应≤2/400。用水平仪检测。较长的管道必须考虑有效措施以防止温度变化使管子伸缩而引起的应力。
直径50mm以上的珩磨管一般应采用机械加工方法切割。如用气割,则必须用机械加工方法车去因气割形成的组织变化部分,同时可车出焊接坡口。除回油管外,压力由管道不允许用滚轮式挤压切割器切割,切割表面必须平整,去除毛刺、氧化皮、熔渣等。
珩磨管所用的焊条、焊剂应与所焊管材相匹配,其牌号必须有明确的依据资料,有产品合格证,且在有效使用期内。焊条、焊剂在使用前应按其产品说明书规定烘干,并在使用过程中保持干燥,在当天使用。焊条药皮应无脱落和显著裂纹。


主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
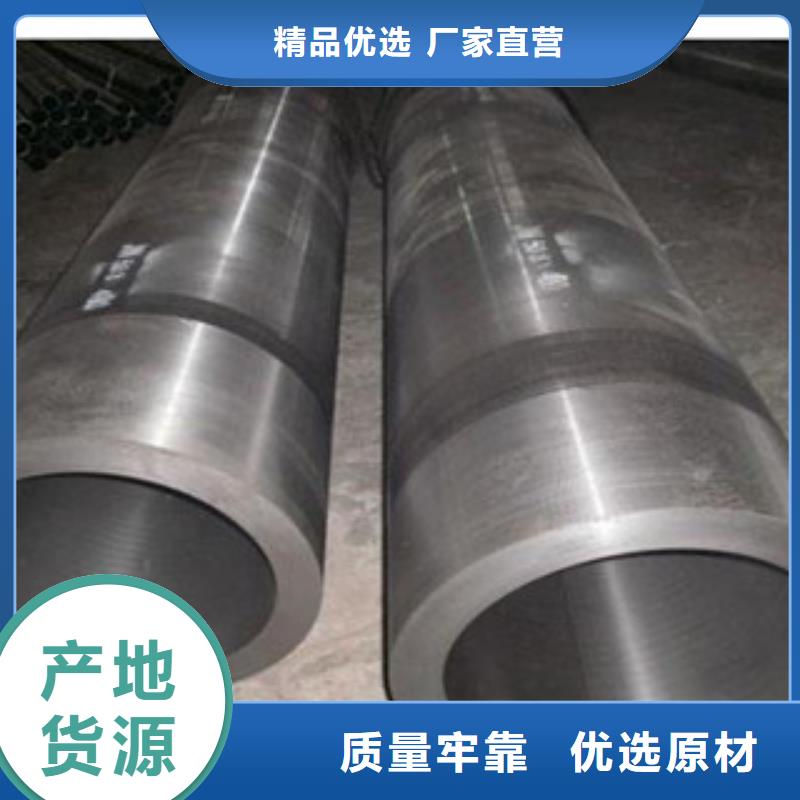
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。
一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



佳木斯同江自古以来在国内享有“【精密管】之乡”之美誉。具有历史悠久,技术先进,管理完善,生产发达的【精密管】行业。我们的【精密管】产品则发展了这一优势,在积累了多年设计、制造的基础上,采用了新结构,新技术,新工艺和优质的【精密管】材料,佳木斯同江九冶管业有限公司的【精密管】产品具有设计合理,价格优惠的特点。

- 封箱机现货促销 2025-12-04
- 不锈钢复合管-售后完善 2025-12-04
- 好消息:自动打包机厂家优惠促销 2025-12-04
- 镀锌方管制造厂家_量身定制 2025-12-04
- 球墨井盖厂家联系方式 球墨井盖厂家 2025-12-04
- 口碑好的果桑经销商 2025-12-04
- 2025欢迎访问##不锈钢护栏##生产厂家 2025-12-04
- 无缝钢管价格从优 2025-12-04
- 不锈钢复合管存货充足 2025-12-04
- 防撞护栏厂家,现货 2025-12-04
- 不锈钢桥梁护栏-好产品放心可靠 2025-12-04
- 愚公斧开山机可配送到厂 2025-12-04
- PPT视频展示 2025-12-04
- 工角槽经久好用 2025-12-04
- 工字钢角钢槽钢-可在线咨询 2025-12-04