公司新闻
销售珩磨管的厂家
更新时间: 2025-12-03 07:45:14 ip归属地:黄冈,天气:多云,温度:5-18 浏览:1次
以下是:湖北省黄冈市销售珩磨管的厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 销售珩磨管的供应范围覆盖湖北省、武汉市、宜昌市、黄石市、襄阳市、荆州市、十堰市、荆门市、鄂州市、孝感市、咸宁市、随州市、恩施市、黄冈市 黄州区、团风县、红安县、罗田县、英山县、浠水县、蕲春县、黄梅县、麻城市、武穴市等区域。 |
【九冶】以匠心打造多元场景产品,涵盖蕲春精密管大量现货供应、黄州精密管质量不佳尽管来找我、荆州精密管货源稳定、武汉精密管精品选购、襄阳精密管厂家品控严格等。销售珩磨管的厂家,九冶管业(黄冈市分公司)为您提供销售珩磨管的厂家,联系人:李经理,电话:【0527-88266222】、【18762195566】。 湖北省,黄冈市 黄冈市自东晋以后,形成大体完整的郡州。明代以后,蕲州归属黄州府管辖,黄州成为区域的政治中心。黄冈市位于楚头吴尾和鄂豫皖赣四省交界,是武汉城市圈的重要组成部分,具有“承东启西、纵贯南北、得中独厚、通江达海”的区位优势;有着2000多年的建置历史,是中共早期建党活动的重要驻地和鄂豫皖革命根据地的中心,铸就了“紧跟党走、不屈不挠、艰苦奋斗、无私奉献”的老区精神,曾荣膺十佳魅力城市,并获评“正能量城市”;市境内有大别山、遗爱湖等景点。2023年,被评为三线城市。
对于销售珩磨管的厂家产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:湖北黄冈销售珩磨管的厂家的图文介绍
珩磨管的应用
1、拆卸液压油缸之前,应使液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油就会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。
2、拆卸时要按顺序进行。由于各种液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖,后拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用专用工具,禁止使用扁铲;对于法兰式端盖必须用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆难以抽出时,不可强行打出,应先查明原因再进行拆卸。
3、卸卸前后要设法创造条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行;拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。
4、拆卸时应防止损伤活塞杆顶端螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。
5、油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件必须更换
1、拆卸液压油缸之前,应使液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油就会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。
2、拆卸时要按顺序进行。由于各种液压缸结构和大小不尽相同,拆卸顺序也稍有不同。一般应放掉油缸两腔的油液,然后拆卸缸盖,后拆卸活塞与活塞杆。在拆卸液压缸的缸盖时,对于内卡键式联接的卡键或卡环要使用专用工具,禁止使用扁铲;对于法兰式端盖必须用螺钉顶出,不允许锤击或硬撬。在活塞和活塞杆难以抽出时,不可强行打出,应先查明原因再进行拆卸。
3、卸卸前后要设法创造条件防止液压缸的零件被周围的灰尘和杂质污染。例如,拆卸时应尽量在干净的环境下进行;拆卸后所有零件要用塑料布盖好,不要用棉布或其他工作用布覆盖。
4、拆卸时应防止损伤活塞杆顶端螺纹、油口螺纹和活塞杆表面、缸套内壁等。为了防止活塞杆等细长件弯曲或变形,放置时应用垫木支承均衡。
5、油缸拆卸后要认真检查,以确定哪些零件可以继续使用,哪些零件可以修理后再用,哪些零件必须更换



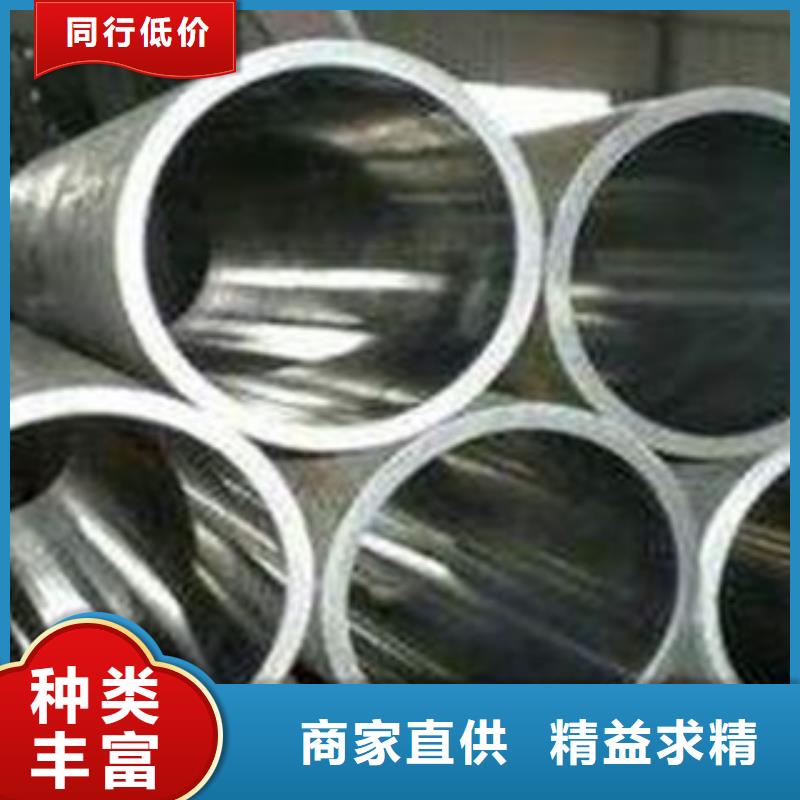
油缸专用绗磨管生产加工工艺
我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可!
绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。我公司本着不端创新和进步的理念,在不断加强各种缸筒的研究和创新的基础上,增加在液压机械等方面的发展,这无疑是给企业的发展带来了无穷的力量和希望!经过这些年的发展,不断的开发新产品来配合客户需求,使产品的各项优越性得到快速,产品被广泛应用于冶金、锻压、铸造、机床、矿山、起重、船舶、煤炭、运输、化工、科研、军工等工业领域。
我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可!
绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。
近年来应用塑料(金刚砂)混合压制成的珩磨工,根据不同用途可压制各种形状,使珩磨不仅能用于加工内孔,并能加工外圆、平面、球面及各种特形表面,如外圆表面化的珩磨工具为柱形珩轮,齿轮的珩磨工具为磨料齿轮。
为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。我公司本着不端创新和进步的理念,在不断加强各种缸筒的研究和创新的基础上,增加在液压机械等方面的发展,这无疑是给企业的发展带来了无穷的力量和希望!经过这些年的发展,不断的开发新产品来配合客户需求,使产品的各项优越性得到快速,产品被广泛应用于冶金、锻压、铸造、机床、矿山、起重、船舶、煤炭、运输、化工、科研、军工等工业领域。



湖北黄冈九冶管业有限公司通过多年研发 精密管产品.耐用可靠.适应各种安装要求.已在 精密管业界享有一定的认知度.深得广大用户一致信赖.本着精益求精的精神.所有 精密管产品都是采用优良材料生产精制而成.符合质量监督检测标准. 本公司抱着认真、负责、锐意进取的态度、保证 精密管产品质量和售后服务,赢取天下客户的赞许,为客户作出的保证,同时诚望与各新老客户能力合作、共同拓展。


主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。
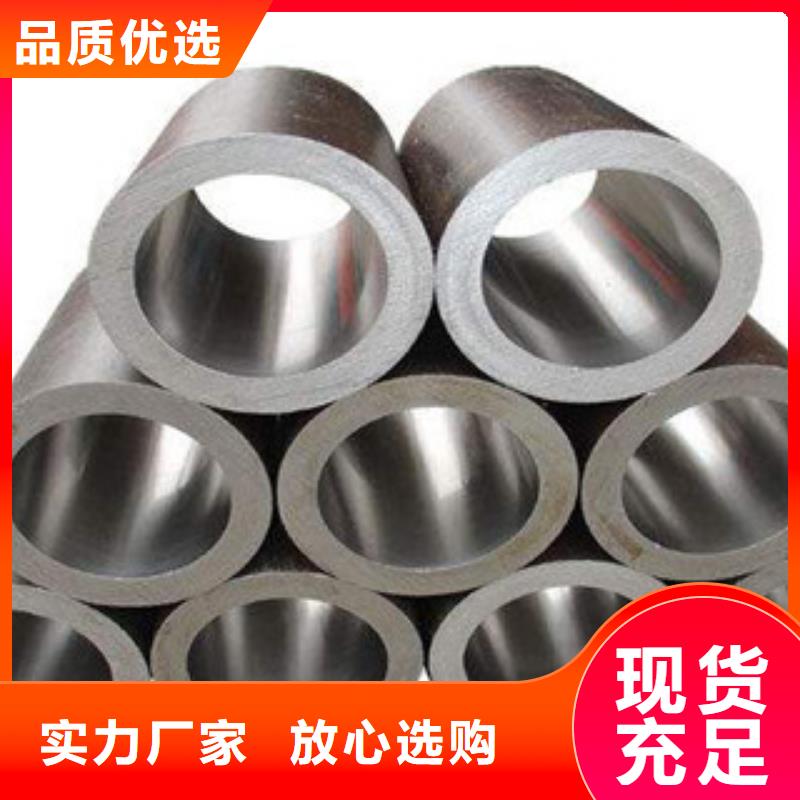
油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。
一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。
但如果间隙超过0.16mm的话,珩磨管就会与活塞杆发生偏磨,使得衬套单边受力,导致油缸泄漏,活塞杆带油。除了这一方面的间隙,还有支承衬套外径与油缸缸筒内径接触,其理想的设计间隙为0.1-0.19mm,过小或过大也会造成珩磨管受损。



销售珩磨管的厂家,九冶管业(黄冈市分公司)为您提供销售珩磨管的厂家的资讯,联系人:李经理,电话:【0527-88266222】、【18762195566】。
其他新闻
- 愚公斧开山机现货热销 2025-12-03
- 卖透水的生产厂家 2025-12-03
- 无缝方管多种规格任您选择 2025-12-03
- 重信誉雨棚供货厂家 2025-12-03
- 不锈钢复合管栏杆老牌厂家 2025-12-03
- 优质的压花厂家 2025-12-03
- 靠谱的雾炮机经销商 2025-12-03
- 定制不锈钢复合管护栏_厂家/供应 2025-12-03
- 生产工地洗车台_厂家/供应 2025-12-03
- 铅板铅门客户至上 2025-12-03
- 厂家主打产品钢管欢迎询价 2025-12-03
- 热销:无缝钢管厂家 2025-12-03
- 母线槽厂家现货定做 2025-12-03
- 用户喜爱的合金27SiMn生产厂家 2025-12-03
- 质优价廉的推拉雨蓬供货商 2025-12-03
产品分类
产品


联系方式
