公司新闻
绗磨管工作原理
更新时间: 2025-12-03 08:21:45 ip归属地:南通,天气:多云,温度:3-14 浏览:3次
以下是:江苏省南通市绗磨管工作原理的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 绗磨管工作原理供应范围覆盖江苏省、南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市 崇川区、港闸区、海安市、如东县、启东市、如皋市、海门区等区域。 |
【九冶】业务覆盖多领域场景,主营海安绗磨管闪电发货、港闸绗磨管符合标准、盐城绗磨管现货交易、宿迁绗磨管细节展示等产品服务。绗磨管工作原理,九冶管业(南通市分公司)为您提供绗磨管工作原理的资讯,联系人:李经理,电话:【0527-88266888】、【17768165506】。 江苏省,南通市 南通市是历史文化名城,自五代后周显德三年建城,至今已有千余年。在中国近代史上,南通创办了所师范学校、座博物馆、所纺织学校、所刺绣学校、所戏剧学校、所特殊学校和所气象站等诸多,史称“中国近代城”。南通市是“精神文明南通现象”的发源地,是中国、江苏省重大精神文明先进典型多的地区,连续五次获评全国文明城市。南通市是中国年度标志城市,被国际自然医学会授予全球“世界长寿之都”。
绗磨管工作原理视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
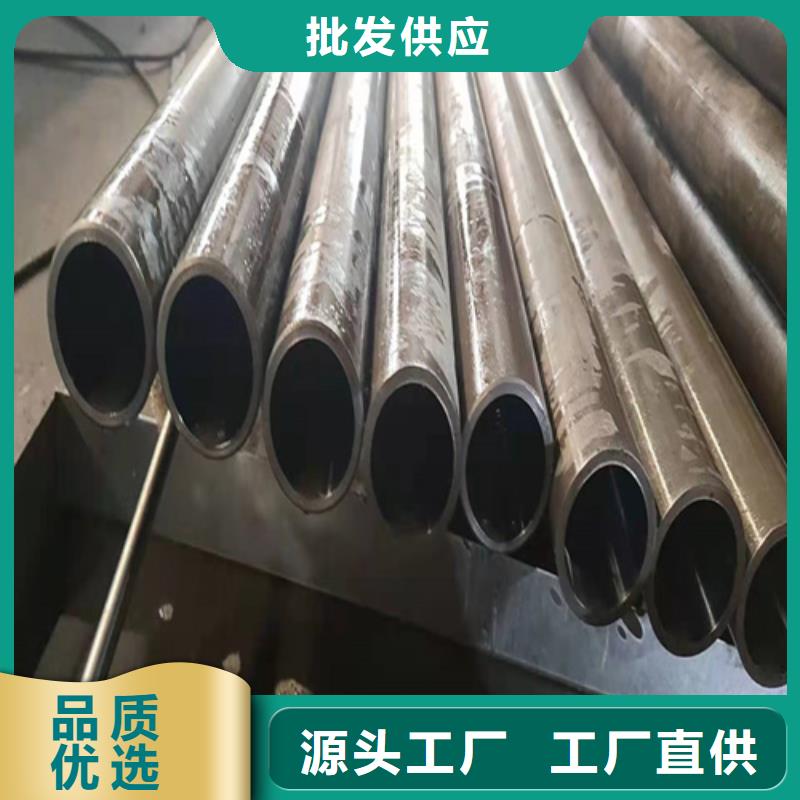
以下是:江苏南通绗磨管工作原理的图文介绍
大口径绗磨管镗内径可以保证精度因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。 大口径绗磨管无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,绗磨管滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。 大口径绗磨管其实就是(珩磨管、绗磨管、航磨管、衍磨管、研磨管、油缸管、油缸钢管)其实各地区叫法名称不一样
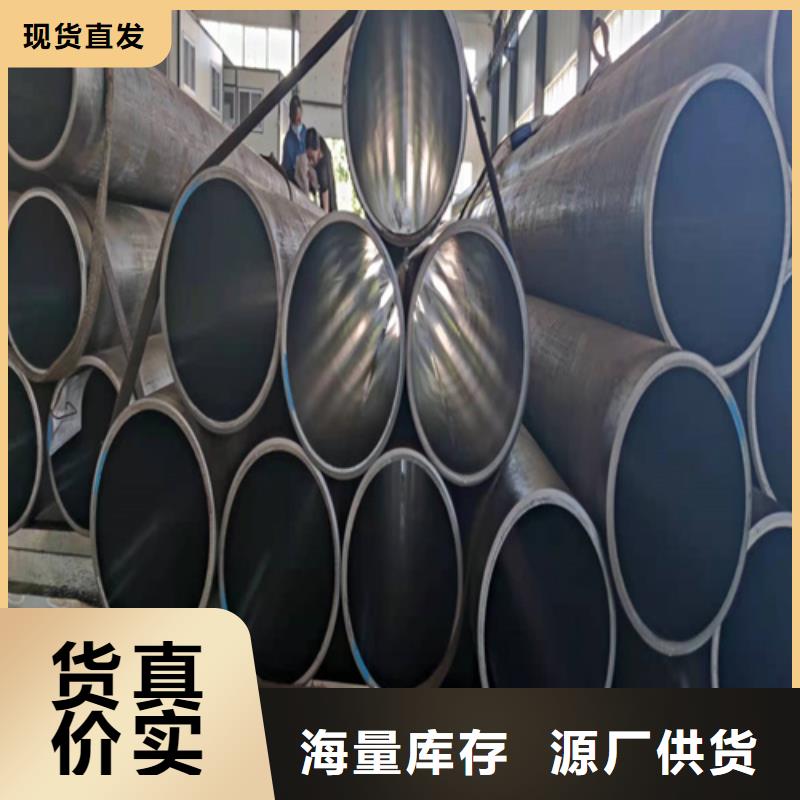
大口径绗磨管一般采用珩磨机,机床主轴与珩磨头一般是浮动联接;但为了提高纠正工件几何形状的能力,也可以用刚性联接。航模管主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达10。油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度


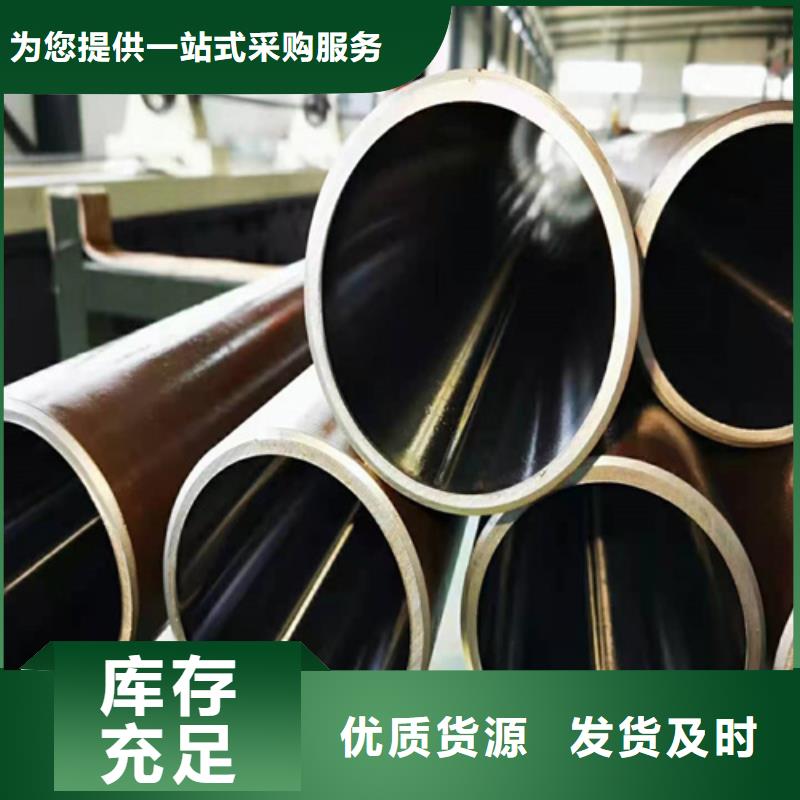
绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,



珩磨管几大优点
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
珩磨管和无缝钢管的区别
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
珩磨管和无缝钢管的区别
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。



江苏南通九冶管业有限公司地理位置优越,交通便利,设备齐全,技术先进,实行严格的质量管理体系。 主要生产和供应各种 绗磨管等几十个品种,上千个规格。


45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。



今年在江苏省南通市本地购买绗磨管工作原理有了新选择,九冶管业(南通市分公司)始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的绗磨管工作原理产品。如需购买或咨询,请随时联系我们,联系人:李经理-【17768165506】,地址:丁块工业园。
产品


其他新闻
- 烙馍机厂家直售 2025-12-03
- 耐磨钢板-可送货上门 2025-12-03
- 扁钢十余年厂家 2025-12-03
- 供应紫薯粉_厂家/供应 2025-12-03
- 愚公斧批发厂家 2025-12-03
- 滚筒筛生产厂家 2025-12-03
- 聚合氯化铝、聚合氯化铝厂家-发货及时 2025-12-03
- 经验丰富的不锈钢护栏基地 2025-12-03
- 单立柱-欢迎您 2025-12-03
- 不锈钢板-不锈钢板可信赖 2025-12-03
- 精密管批发零售-定做 2025-12-03
- 精密钢管找凯发钢铁有限公司 2025-12-03
- 不锈钢板厂家量身定制 2025-12-03
- 无缝钢管广受好评 2025-12-03
- 弯供机用心服务 2025-12-03
联系方式
