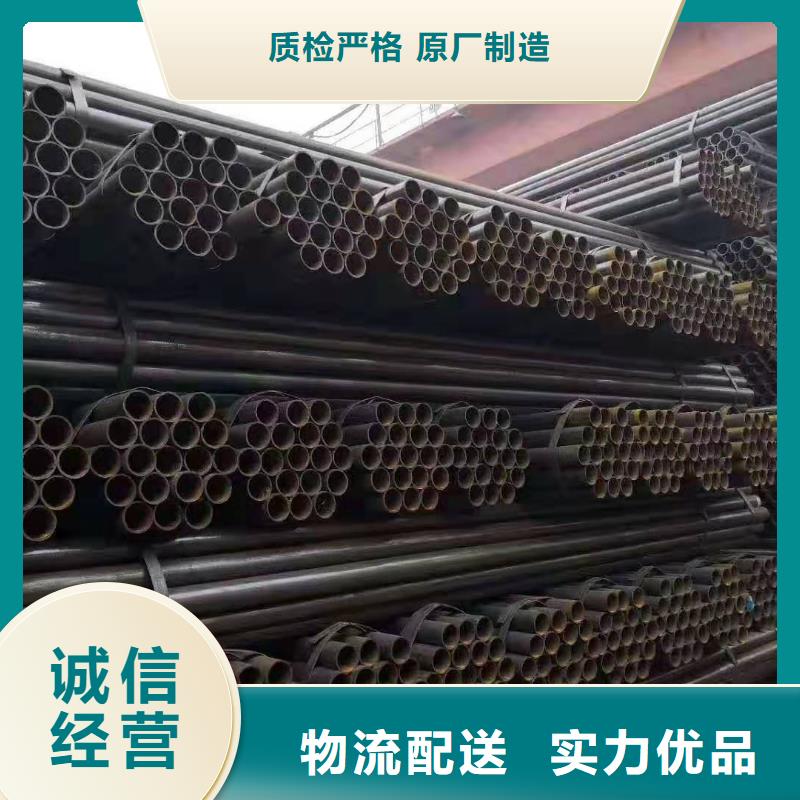
直缝焊管实体厂家
更新时间:2025-12-04 15:59:23 ip归属地:襄阳,天气:阴转多云,温度:2-10 浏览:3次


- 发布企业
- 恒鑫达钢管(襄阳市襄城县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 方矩管、直缝焊管
- 所在地
- 静海区大邱庄镇静王路500米
- 联系电话
- 17768165506
- 手机
- 17768165506
- 联系人
- 周金福 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:襄阳市襄城县直缝焊管实体厂家的产品参数
【恒鑫达】持续拓展产品矩阵,现有老河口方矩管、直缝焊管对质量负责、宜城方矩管、直缝焊管服务周到、谷城方矩管、直缝焊管满足多种行业需求、枣阳方矩管、直缝焊管现货实拍等,满足不同场景需求。直缝焊管实体厂家,恒鑫达钢管(襄阳市襄城县分公司)为您提供直缝焊管实体厂家的资讯,联系人:周金福,电话:【17768165506】、【17768165506】。 湖北省,襄阳市,襄城区 襄城区,湖北省襄阳市辖区,位于湖北省西北部,汉水中游南岸,地势西南高东北低,属北亚热带季风气候;总面积684.8平方千米,辖1个乡、2个镇、6个街道。截至2022年末,襄城区常住人口47.65万人。
直缝焊管实体厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:襄阳襄城直缝焊管实体厂家的图文介绍
襄阳襄城恒鑫达钢管有限公司位于静海区大邱庄镇静王路500米,公司注册资金500万元,主营 方矩管,直缝焊管。公司致力于为客户提供高质量低成本的 方矩管,直缝焊管产品为目标。公司秉承诚信经营,以质量求信誉、以信誉求发展的原则来满足客户的各种需求,也竭诚欢迎广大新老客户来电、来人洽谈业务和指导工作!


焊接钢管按用途分类:分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管。
一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹 和不带螺纹两种。
镀锌钢管:为提高钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌钢管分热镀锌和电钢锌两种,热镀锌镀锌层厚,电镀锌成本低。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8寸-2寸八种。用08、10、15、20或Q195-Q235钢带制成。为防蚀,有的进行渗铝处理。
电线套管:也是普通碳素钢电焊钢管,用在混凝土及各种结构配电工程,常用的公称直径从13-76mm。电线套套管壁较薄,大多进行涂层或镀锌后使用,要求进行冷弯试验。公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。
一般焊管:一般焊管用来输送低压流体。用Q195A、Q215A、Q235A钢制造。也可采用易于焊接的其它软钢制造。钢管要进行水压、弯曲、压扁等实验,对表面质量有一定要求,通常交货长度为4-10m,常要求定尺(或倍尺)交货。焊管的规格用公称口径表示(毫米或英寸)公称口径与实际不同,焊管按规定壁厚有普通钢管和加厚钢管两种,钢管按管端形式又分带螺纹 和不带螺纹两种。
镀锌钢管:为提高钢管的耐腐蚀性能,对一般钢管(黑管)进行镀锌。镀锌钢管分热镀锌和电钢锌两种,热镀锌镀锌层厚,电镀锌成本低。吹氧焊管:用作炼钢吹氧用管,一般用小口径的焊接钢管,规格由3/8寸-2寸八种。用08、10、15、20或Q195-Q235钢带制成。为防蚀,有的进行渗铝处理。
电线套管:也是普通碳素钢电焊钢管,用在混凝土及各种结构配电工程,常用的公称直径从13-76mm。电线套套管壁较薄,大多进行涂层或镀锌后使用,要求进行冷弯试验。公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。



桩用螺旋焊缝钢管是以热轧钢带卷作管坯,经常温螺旋成型,采用双面埋弧焊接或高频焊接制成的,用于土木建筑结构、码头、桥梁等基础桩用钢管。下面为您具体介绍一下螺旋焊缝钢管在工业中的主要用途吧。直缝电焊钢管是焊缝与钢管纵向平行的钢管。通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等。 承压流体输送用螺旋缝高频焊钢管是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。
较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。
较小口径的焊管采用直缝焊,大口径焊管则多采用螺旋焊;按钢管端部形状分为圆形焊管和异型(方、矩型等)焊管;按材质和用途不同分为矿用流体输送焊接钢管、低压流体输送用镀锌焊接钢管、带式输送机托辊电焊钢管等。根据现行国标中的规格尺寸表,按外径*壁厚由小到大排序。焊接钢管采用的坯料是钢板或带钢,因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。因其端部形状又分为圆形焊管和异型(方、扁等)焊管。



直缝焊管和螺旋焊管都是焊接钢管的一种,它们在国民生产建设中应用广泛,直缝焊管和螺旋焊管因生产工艺不同因此具有许多不同之处,下面具体讨论下直缝焊管和螺旋焊管的区别。直缝焊管生产工艺相对简单,主要生产工艺有高频焊直缝焊管和埋弧焊直缝焊管,直缝管生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,主要生产工艺是埋弧焊,螺旋焊管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。螺旋焊管与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。在业内生产较大口径直缝焊管时会使用丁字焊技术,即将一段段短的直缝焊管再进行对接,接成符合工程需要的长度,丁字焊直缝焊管缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
大口径钢管冷却时,当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大, 形成的残余应力就愈大。另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力。组织应力变化的终结果是表层受拉应力,心部受压应力,恰好与热应力相反。
钢管的类别有很多种,按不同的方法分为不同的类型,今天我们按照生产方法给大家介绍几种类型。焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。无缝钢管按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋压管和挤压管等。根据生产方法,大致可以分为以上这些类型,我公司是钢管生产厂家,拥有多年的经验,欢迎新来客户前来选购。
钢管承压能力强,塑性好,便于焊接和加工成型;经过各种严格和科学检验和测试,使用可靠,钢管口径大,输送效率高,并可节省铺设管线的投资。主要用于铺设输送石油、天然气等的管线。一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。
大口径钢管冷却时,当冷却速度愈快,含碳量和合金成分愈高,冷却过程中在热应力作用下产生的不均匀塑性变形愈大, 形成的残余应力就愈大。另一方面钢在热处理过程中由于组织的变化即奥氏体向马氏体转变时,因比容的增大会伴随工件体积的膨胀,工件各部位先后相变,造成体积长大不一致而产生组织应力。组织应力变化的终结果是表层受拉应力,心部受压应力,恰好与热应力相反。
钢管的类别有很多种,按不同的方法分为不同的类型,今天我们按照生产方法给大家介绍几种类型。焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。无缝钢管按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋压管和挤压管等。根据生产方法,大致可以分为以上这些类型,我公司是钢管生产厂家,拥有多年的经验,欢迎新来客户前来选购。



为什么会发生低温腐蚀呢?除壁温外,影响低温腐蚀的主要因素是烟气中的三氧化硫含量。随烟气中三氧化硫含量的增加,硫酸蒸汽的含量也相应增加,并使烟气中酸露点明显提高。后者使受热面容易结露并引起腐蚀,前者使腐蚀程度加剧。烟气中氧化硫的含量与下列因素有关:燃料中的硫分越多,则烟气中的三氧化硫含量也越多;火焰温度高,则火焰中原子氧的含量增加,因而三氧化硫也含量也增多;过量空气系数增加也会使火焰中原子氧的含量增加,从而使三氧化硫含量也增加;飞灰中的某些成分,如钙镁氧化物和磁性氧化铁(Fe3O4)以及未燃尽的焦炭粒等有吸收或中和二氧化硫和三氧化硫的作用。故烟气中飞灰含量增加、切飞灰含上述成分又较多时,则烟气中三氧化硫量将减少。当烟气中氧化铁(Fe2O3)或氧化钒(V2O5)等催化剂含量增加时,烟气中的三氧化硫将增加。
应该怎样有效地低温腐蚀呢?提高空预器管壁温度,使壁温高于烟气露点。如提高排烟温度,开热风再循环,加暖风器提高空预器入口温度。此法的优点是简便易行,缺点是锅炉效率降低。在烟气中加入添加剂,中和SO3,阻止硫酸蒸汽的产生。此法的优点是不降低锅炉效率,缺点是增加运行成本,还要中和生成的产物。用耐腐蚀的材料制造空预器,如采用玻璃管、搪瓷管或用陶瓷材料制作,防腐效果好,不降低锅炉效率,但成本高,漏风系数大。采用低氧燃烧,减少烟气中的过剩氧,阻止和减少SO2转变为SO3。低氧燃烧可以降低引、送风机电耗,是一项经济价值很高和很有发展前途的技术措施,但低氧燃烧要求锅炉具有完善的燃烧设备和燃烧检测仪表,并且要求运行人员有较高的技术水平。烟气中硫酸蒸汽开始凝结的温度称为酸露点。通过检测酸露点温度,可以准确知道一定工况下的酸露点,由此调整排烟温度,达到节能和延长锅炉寿命的 条件。 这种方法投资少,收效快,是理想的措施。
应该怎样有效地低温腐蚀呢?提高空预器管壁温度,使壁温高于烟气露点。如提高排烟温度,开热风再循环,加暖风器提高空预器入口温度。此法的优点是简便易行,缺点是锅炉效率降低。在烟气中加入添加剂,中和SO3,阻止硫酸蒸汽的产生。此法的优点是不降低锅炉效率,缺点是增加运行成本,还要中和生成的产物。用耐腐蚀的材料制造空预器,如采用玻璃管、搪瓷管或用陶瓷材料制作,防腐效果好,不降低锅炉效率,但成本高,漏风系数大。采用低氧燃烧,减少烟气中的过剩氧,阻止和减少SO2转变为SO3。低氧燃烧可以降低引、送风机电耗,是一项经济价值很高和很有发展前途的技术措施,但低氧燃烧要求锅炉具有完善的燃烧设备和燃烧检测仪表,并且要求运行人员有较高的技术水平。烟气中硫酸蒸汽开始凝结的温度称为酸露点。通过检测酸露点温度,可以准确知道一定工况下的酸露点,由此调整排烟温度,达到节能和延长锅炉寿命的 条件。 这种方法投资少,收效快,是理想的措施。
在襄阳市襄城县采购直缝焊管实体厂家请认准恒鑫达钢管(襄阳市襄城县分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:周金福-【17768165506】)。