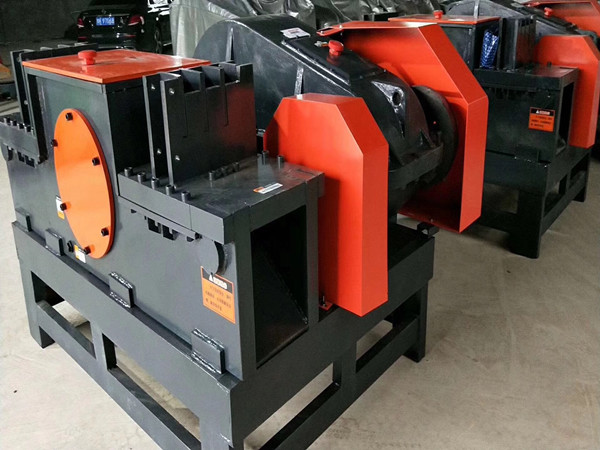
滚丝机定做
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 滚丝机定做供应范围覆盖四川省 成都市、绵阳市、攀枝花市、泸州市、乐山市、宜宾市、广安市、巴中市、甘孜市、凉山市、阿坝市、资阳市、雅安市、遂宁市、内江市、南充市、自贡市、德阳市、广元市、眉山市 顺庆区、高坪区、嘉陵区、南部县、营山县、蓬安县、仪陇县、西充县、阆中市等区域。 |
四川南充禁用是从事研制开发生产 禁用的厂家,技术力量雄厚、产品质量,供货及时。 禁用产品设计独特,结构新颖、性能可靠。
我公司愿以良好的 禁用产品,周到的服务,与各界朋友真诚合作,衷心期望海内外有识之士到我公司考察指导,并开展各种形式的经济合作,共图大业,共创辉煌!



钢筋直螺纹滚丝机是一种多功能冷滚压成形机床,各型号滚丝机均可径向和轴向进给,滚丝机能在其滚压力范围内在冷态下对工件进行螺纹、直纹、斜纹滚压;直齿、斜齿及斜花键齿轮的滚轧;校直、缩径、滚光和各种成形滚压。机器有可靠的电液执行和控制系统,可使每一个工作循环在手动、半自动和全自动三种方式中选择。
滚丝机是用切削与滚轧螺纹一次成形来喧到钢筋端头强化和螺纹加工的目的,解决了钢筋在加工前钢筋端头进行预处理的问题,以及同类的设备需多次数轧成的问题,这样现场减少了工序加工和多次钢筋搬运,提高了现场生产加工效率;滚丝机利用一个滚丝头可实现对多种规格钢筋进行滚轧加工,解决了同类设备对钢筋端头加工直螺纹需每种规格一个滚丝头的状况。滚丝机采用内出冷却液,解决了滚轧加工时排屑问题,自动化强度高,进给自动停机复位自动停机。钢筋剥肋直螺纹滚丝机是加工钢筋直螺纹丝头的专用设备,通过剥肋刀将钢筋端头剥圆,然后用三个空心滚丝轮对钢筋进行滚轧直螺纹,从而达到钢筋直螺纹成型的质量要求。使带肋钢筋直螺纹连接接头达到JGJI07-2003《钢筋机械连接通用技术规程》要求的A级连接标准要求。滚丝机再加GB1499-1998《钢筋混凝土用热轧带肋钢筋》中的Φ16-Φ40mm九种规格钢筋。
滚丝冷滚压工艺是一种先进的无切削加工,能有效地提高工件的内在和表面质量,加工时产生的径向压应力,能显著提高工件的疲劳强度和扭转强度,是一种、节能、低耗的理想工艺。
钢筋直螺纹滚丝机是近年来广泛用于建筑行业的一种钢筋加工机械。它就把钢筋端头部位一次快速直接滚制使纹丝机头部位产生冷性硬化,从而强度得到提高,使钢筋丝头达到与母材相同。由机架、夹紧机构、进给拖板、减速机及滚丝头、冷却系统、电器系统组成。



钢筋套丝机又叫做电动套丝,它的叫法有很多,但是都是说的一种设备,它的主要作用就是降低管道的安装工人的劳动强度,为施工时的工人提供了非常大的便利性。可能有些朋友对这些东西还不太熟悉,今天滚丝机厂家来与大家详细介绍一下相关知识。
一、套丝机的简介。
套丝机由:机体,电动机,减速箱,管子卡盘, 板牙头,割刀架,进刀装置,冷却系统组成。
为了节省制造成本,市场上出现了重型和轻型两种套丝机
重型套丝机为全铝合金机体,型号代号一般为100或100A,价格较贵,滑架跨度大,稳定性好,经久耐用。一般净重为175公斤,适合固定的场地,进行大批量加工管螺纹。
轻型套丝机一般机体下部为2mm厚的铁板制作,上部为铝合金,型号代号一般为100C或100III或R4-II,价格较低,滑架跨度小,稳定不太好,但重量轻,一般净重为130公斤左右,搬运较方便,适合工作流动频繁者使用。
套丝机:借由电动机功率,并且强化减速箱相关零件,从而套丝转速提高套丝效率。由于高速可以将碎屑更快的排出,因此套丝效果也好于普通机。
二、套丝机的工作程序。
套丝机工作时,先把要加工螺纹的管子放进管子卡盘,撞击卡紧,按下启动开关,管子就随卡盘转动起来,调节好板牙头上的板牙开口大小,设定好丝口长短.然后顺时针扳动进刀手轮,使板牙头上的板牙刀以恒力贴紧转动的管子的端部,板牙刀就自动切削套丝,同时冷却系统自动为板牙刀喷油冷却,等丝口加工到预先设定的长度时,板牙刀就会自动张开,丝口加工结束.关闭电源,撞开卡盘,取出管子.
套丝机还具有管子切断功能:把管子放入管子卡盘,撞击卡紧,启动开关,放下进刀装置上的割刀架,扳动进刀手轮,使割刀架上的刀片移动至想要割断的长度点,渐渐旋转割刀上的手柄,使刀片挤压转动的管子,管子转动4圈5圈后被刀片挤压切断。
三、钢筋套丝机的不同型号对应的加工范围有。
(1)2寸套丝机(50型),加工范围为:1/2"-2"(英寸) 另配板牙可扩大加工范围:1/4"-2"(英寸)。
(2)3寸套丝机(80型) 加工范围为:1/2"-3"(英寸)。
(3)4寸套丝机(100型)加工范围为:1/2"-4"(英寸)。
(4)6寸套丝机(150型)加工范围为:2 1/2"-6"(英寸)。
四、钢筋套丝机的不同型号对应的技术参数有:
(1)SMIT-312的套丝机工作范围为1/2"-2",主轴转速为24r/min,工作电压为380v,电机功率为0.75kw,重量为65kg,外包装尺寸为760*565/595。
(2)SMIT-312D的套丝机工作范围为1/2"-2",主轴转速为24r/min,工作电压为380v,电机功率为0.75kw,重量为65kg,外包装尺寸为760*565/595。
(3)SMIT-313的套丝机工作范围为1/2"-3",主轴转速为26/12r/min,工作电压为380v,电机功率为0.75kw,重量为94kg,外包装尺寸为990×590×500。
五、钢筋套丝机操作规程
(一)操作人员必须熟悉该设备的结构、性能、工作原理、操作程序及其注意事项等。
(二)操作人员必须经过技术培训和培训。
(三)使用前检查以下五项:
1、操作人员必须穿戴好于作业内容相适应的工作服、等劳动防护用品,严禁带手套。
2、检查电源线路是否完好,有无良好接地。
3、检查所使用板牙是否成套且按顺序安装,安装是否紧固。
4、检查割刀是否锋利或有无损坏,并及时更换。
5、检查刮刀是否锋利或有无损坏,并及时更换。
(四)操作程序:
1、松开前后卡盘,将钢管从后卡盘传入,调整好中心后,依次旋紧后、前卡盘;如遇装卡短管时,松开前卡盘,调整中心后,旋紧前卡盘。
2、扳下割刀架,调整割刀架开度,使割刀架滚轮跨于钢管上,转动滑架手轮,使割刀移至须隔断位置,旋转割刀把手,使割刀与钢管夹紧后,启动机器。缓慢旋转割刀把手,完成切割工作后将割刀架回复至原位。
3、扳下倒角器,将刀柄锁紧后,启动机器。转动滑架手轮,将倒角器推向钢管,完成倒角工作后将倒角器回复至原位。
4、将板牙调至使用规格并锁紧,调整变距装置后,根据钢管长度将手柄置于相应位置。扳下板牙头,使其与仿形块接触,待板牙头可靠定位后,启动机器。旋转滑架手轮,使板牙头朝钢管靠近,机器开始自动套丝后,加入适量润滑油,放开滑架手轮。当板牙头越过仿形块后,板牙自动松开,完成套丝工作后将板牙架回复至原位。关闭电源,清理现场,离开作业场地。
(五)钢筋套丝机使用时检查和注意事项有以下四项:
1、螺纹规格调整刻度尺位置已在出厂前标定,禁止私自调节刻度尺。
2、在板牙与钢管接触时,滑架手轮的旋转力应逐渐增大,直至板牙与钢管咬入3-4牙为止。
3、定期清洗切屑收集盘,并润滑相应轴及轴承。
4、定期清洗油杯,保证邮箱内润滑油充足且润滑管路畅通。


本机主要特点:
*设计合理,使用维护方便,更换刀具仅需 5分钟。
*刀具采用自动开合结构,钢筋一次装夹, 30秒 完成丝头加工,效率高。
*采用滚丝轮冷轧工艺,钢筋丝头加工“ 模具化 ”,精度高,合格率 。
*不切削钢筋母材,丝头强度高于钢筋母材强度。
*适用范围广, 可加工 φ16 - φ40mm 的 HRB335 级和 HRB400 级带肋钢筋。
主要技术参数
1、主电机功率:4KW 8A
2、配用电源:三相380V 50Hz
3、减速机速比17、23 {出轴转速(82—48)r/min}
4、加工钢筋直径范围:Φ16—Φ40mm(HRB335、HRB400、500)
5、 加工长度:100mm
6、重量:450kg
使用方法:
(一)加工前的准备
1.按要求接好电源线和接地线,接通电源。电源为三相380V 50Hz的交流电源,为保证人身请使用带漏电保护功能的自动开关。
2.冷却液箱中,加足溶性冷却液(严禁加油性冷却液)。
(二)空车试转
1.接通电源。检查冷却水泵工作是否正常。
2.操作按钮,检查电器控制系统工作是否正常。
(三)加工前的调整
1.根据所加工钢筋的直径,调换与加工直径相适应的滚丝轮。滚丝轮与加工钢筋直径的关系见表一:
2.调换滚丝轮的同时,调换与滚丝轮螺距相适宜的垫圈,以保证螺距的正确性。
3.滚丝轮与加工直径相适应后,将与钢筋相适应的对刀棒插入滚轧头中心,调整滚丝轮使之与对刀棒相接触,抽出对刀棒,拧紧螺钉,压紧齿圈,使之不得移动。
4.对于固定定位盘的设备根据所加工钢筋直径,调换与加工直径相适应的定位盘(定位盘上打印有加工直径)。对于可调整定位盘的设备按定位盘刻度调整到相应的刻度,当剥肋刀磨损时还需要进行微调。
5.根据所加工钢筋规格,调整剥肋行程档块的位置,保证剥肋长度达到要求值。
6.根据所加工钢筋规格,调整行程开关压块的位置,保证滚轧螺纹有效长度达到要求值。
(四)工件装夹
将待加工的钢筋装卡在定心钳口上,伸出长度应与起始位置的滚轧头剥刀片端面对齐,然后扳动手柄夹紧。
(五)操作过程
1.接通电源,打开冷却水阀门,按下正转起动按钮,即可转动进给手柄,向工件方向进给实现切削,当剥肋长度达到要求时,剥肋刀自动张开,转动手柄继续进给,即可实现滚轧螺纹,当滚丝轮与钢筋接触时一定要用力,并使主轴旋转一周。轴向进给一个螺距长度,当进给到一定程度后,即可实现自动进给,直到整个滚轧过程完成后自动停车,按下反转起动按钮,即可实现自动退刀。
2.当自动退刀结束后顺时针转动进给手柄,将滚轧头退回到初始位置,此时剥肋刀自动复位。卸下加工完成的工件即可。
3.用环规检查螺纹长度,误差在范围内为合格;同时用螺纹通止规检查丝头尺寸,通规能旋入,止规不能旋入或不能完全旋入为合格。
(五)刀具重磨与更换
1.剥肋刀切削一定数量钢筋,刀刃会变钝,此时应将剥肋刀拆下,将刀具的前刃面磨去0.2-0.3mm(严禁磨刀刃顶面),安装后即可重新使用。
2.剥肋刀刃口崩裂不能正常切削时,可更换新刀片。
3.滚丝轮滚轧一定数量的丝头后,因磨损牙形损坏,不能滚轧出合格丝头时,应该及时更换新滚丝轮。
4.在更换新的滚丝轮时,调整螺距的垫圈必须安装正确,否则不能正常工作



- H型钢畅销全国 2025-12-05
- 快速:铸铁型材厂家 2025-12-05
- 质量好的NM450耐磨板厂家 2025-12-05
- 激光雕刻机厂家直销-神绘数控设备有限公司 2025-12-05
- 不锈钢复合管护栏厂家直接发货 2025-12-05
- 不锈钢复合管护栏价格实在 2025-12-05
- 劈裂棒-劈裂棒厂家批发 2025-12-05
- 马鞭草厂家-马鞭草定制 2025-12-05
- 生产精密钢管质量可靠的厂家 2025-12-05
- 发货及时的防伪生产厂家 2025-12-05
- 报价单【凯美】画框密集柜 2025-12-05
- 口碑好的不锈钢管销售厂家 2025-12-05
- 生产精密管的基地 2025-12-05
- 无缝方管厂家数十年行业经验 2025-12-05
- 天沟大品牌口碑优 2025-12-05
产品



联系方式
