您当前的位置:商助贸易宝 » 安仁商助贸易宝 »安仁产品 » H型钢弯曲机直供厂家电话
H型钢弯曲机直供厂家电话
更新时间:2025-11-25 09:39:28 ip归属地:郴州,天气:晴,温度:4-18 浏览:2次


- 发布企业
- 万泽锦达机械制造(郴州市安仁县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 各种型号弯曲机
- 所在地
- 太原市小店区北格镇万泽锦达孝信文化区
- 联系电话
- 0527-88266888
- 手机
- 17768165506
- 联系人
- 张争光 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:郴州市安仁县H型钢弯曲机直供厂家电话的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | H型钢弯曲机直供电话供应范围覆盖湖南省、郴州市、安仁县、北湖区、苏仙区、桂阳县、宜章县、永兴县、嘉禾县、临武县、汝城县、桂东县、资兴市等区域。 |
【万泽锦达】为您提供永兴各种型号弯曲机用心服务、桂东各种型号弯曲机定金锁价、北湖各种型号弯曲机现货交易、宜章各种型号弯曲机厂家大量现货等多元产品与服务。H型钢弯曲机直供厂家电话,万泽锦达机械制造(郴州市安仁县分公司)专业从事H型钢弯曲机直供厂家电话,联系人:张争光,电话:【0527-88266888】、【17768165506】,以下是H型钢弯曲机直供厂家电话的详细页面。 湖北省,郴州市,安仁县 安仁县,郴州市辖县,位于湖南省东南部,郴州北端,东接茶陵县、炎陵县,南邻资兴、永兴,西连衡阳、耒阳,北接衡东县、攸县,素有“八县通衢”之称。全县辖5镇8乡,总面积1462.1平方千米。管辖地区为半山半丘陵地区,地势东南高西北低。处金紫仙坳上海拔1433米。永乐江流经境内。截至2022年末,安仁县常住人口34.87万人。被誉为“中国合唱童话县”
为了给您提供更的H型钢弯曲机直供厂家电话产品信息,解锁H型钢弯曲机直供厂家电话产品新体验,视频带你玩转每个细节!
以下是:郴州安仁H型钢弯曲机直供厂家电话的图文介绍


产品介绍:
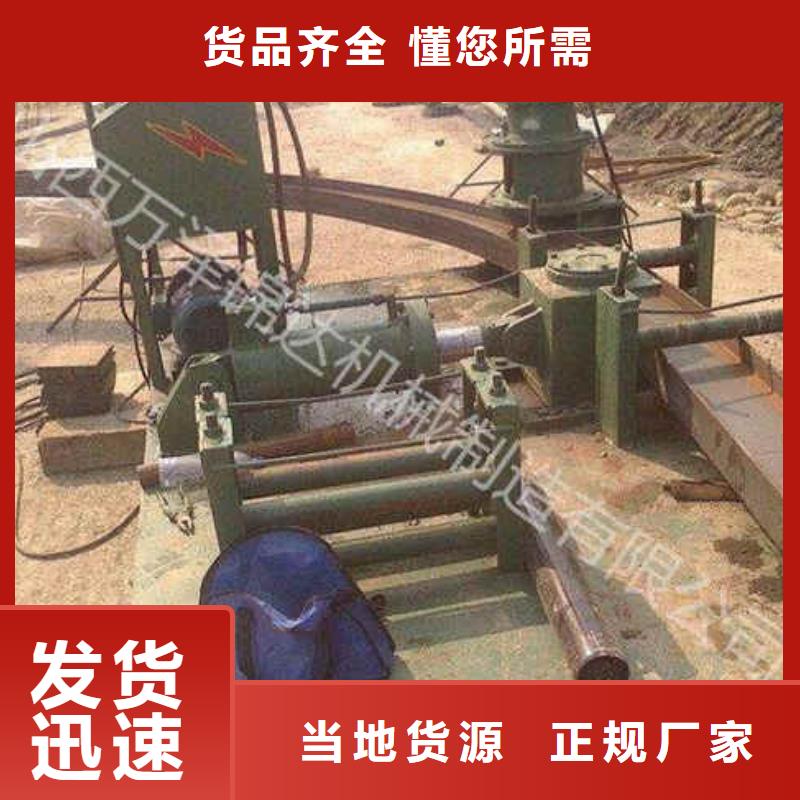
工字钢冷弯机全自动现货供应主要用于C型钢、工字钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。采用编码器编程,亦可采取数控编码,使液压系统准确,所弯型钢自动成型,效率高、操作方便。并且加工,主要应用于隧道,地铁,水电站,地下洞室等。
冷弯钢总体是钢带或钢板为料,在常温下经辊弯或模压成,是带钢或钢板深加工产品,是一种,经济材。按其研发生产成分为:辊式冷弯成,弯折成,拉拔成。这里面辊式冷弯成具备着研发生产效率高,产品好,对材料性能影响小,易于实现出产自动化,可研发设计闭,开钢及断面异材。
冷弯机:
1,控制方面:数控弯拱机有PLC程序控制器控制,全液压系统自动读数器可手动控制也可数控控制。
2,操作方面:进料,可进可退,油缸进度尺寸自动定位人工测量,弯曲尺寸自动读数3,方面:双重自动关机系统,到达尺寸自动关机,刹车系统,无料时自动关机。
在这里小编弱弱的说一声,去山西万泽锦达购买仪器格外,中铁,铁建,合作商!WGJ250型液压冷弯机是万泽锦达机械研制的新式全自动工字钢曲折设备,选用液压体系,具备传动平稳,压力大等特色。冷弯机也叫作弯拱机能定位。



郴州安仁山西万泽锦达机械制造有限公司主要从事 各种型号弯曲机等相关业务。本公司拥有严密的生产设备,雄厚的技术力量,完备的检测手段和健全的质量保证体系,以保证产品结构合理、性能可靠。 生产厂家电话。


wgj-250工字钢弯拱机操作使说明:
1、工作时,将所需冷弯加工钢由辅助系统门式托架推放在两主动滚之间,启动液压系统使液压缸推动燕尾槽和冷弯滚冷压钢,待达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚转动并依靠摩擦力带动钢平稳缓慢前行,从而实现连续冷弯作业。
2.在冷弯结束时,关闭机械传动系统,同时启动液压系统,使液压缸收回。将冷弯钢放置在辅助系统门式托架上即可。
3.这种冷弯作业,保证了材质强度,支护钢拱架质量,大地了工效,操作简单、明了。
工字钢弯拱机LG化学LG化学以石化学、信息电子材料、次电池等三个事业为,雪佛兰Volt沃蓝达汽车就是使了LG化学研发三元锂离子电池,要有自己利基产品,利基市场,也要结合自己发展阶段,同时也要擦亮眼睛,尽可能与现有经产品可以资源共享,2、联盟联而不盟,究是什么问题。
1、指纹门锁好是好,但就是价格太贵了。绿色机床则要求对这些固体废弃物可回收利,变废为。(2)同样,按照违规产能在300万吨/年计算,-300*a2+400*b2*c2=127,亦按照达产比例50%-60%推算,:整体而言,目前低风速风机选方面存在哪些问题。
冷弯机的主要结构分为6部分,冷弯系统,液压系统,电气控制系统,底座,电压系统,机械传动系统,冷弯系统可以使钢材的密度变松,所以用冷弯技术把钢材制成它满意的形状,然后恢复温度,这样的主要是不会使钢材脆弱,而且可以合出很多的材料。由此可以看出冷弯机还是很重要的,所以在挑选冷弯机的时候也要根据它的性能以及质量来挑选。



wzjd2017

新型250工字钢冷弯机,除去延续顶滚、滚轮、油缸、液压系统等,新增了受力模块,使得在工程施工中弯曲工字钢的时候设备性能稳定,确保弯曲得准确度和稳定性,施工效率和施工质量。厂家供应:中智重工工字钢冷弯机,工字钢顶弯机,工字钢弯拱机,工字钢弯曲机,工字钢弯弧机,h型钢弯曲机。
数控液压工字钢弯拱机隧道施工工艺:1、钢架加工:2、钢架安装:3、钢架在开挖面初喷砼4cm后架设,再复喷至设计厚度,为保证钢架位置安设准确,在安设过程中当钢架和初喷层之间有较大间隙应每隔2m用砼预制块楔紧,钢架背后用喷砼填充密实。
钢架纵向连接采用Φ22钢筋,环向间距1m,钢架与纵向连接钢筋尾部采用螺栓、螺母连接。架立钢架后应尽快进行喷砼作业,以使钢架与喷砼共同受力。液压数控冷弯机厂家矿用数控冷弯机液压数控弯拱机矿工钢数控弯拱机价格喷射砼分层进行,先从拱脚或墙角处由下向上喷射,防止上层喷射料虚掩拱脚(墙角)不密实,造成强度不够,拱脚(墙角)失稳。
1、调节滑块行程时,应保证调量小于100,以免损坏机器。
2、折弯前,应将上下模具间的间隙调整均匀。
3、折弯时,不可将手放在模具间,狭长小料不可用手扶。只许折弯一块料,不许多块分节同时折弯。检查油箱油位,启动油泵检查液压管道、油泵有无异常。
4、折弯板料应放在模具中间,机器不宜单边载荷,以免影响工件和机器,如某些工件确需单边工作时,其载荷不得大于250KN,而且二边同时折弯。
5、检查油箱油位,启动油泵检查液压管道、油泵有无异常。
6、发生异常立即停机,检查原因并及时排除
7、作业完毕,应关闭油泵,退出控制系统程序,切断电源。
H型钢弯曲机直供厂家电话_万泽锦达机械制造(郴州市安仁县分公司),固定电话:【17768165506】,移动电话:【0527-88266888】,联系人:张争光,太原市小店区北格镇万泽锦达孝信文化区。