公司新闻
防腐钢管厂家
更新时间: 2025-12-06 00:17:23 ip归属地:湘潭,天气:阴,温度:8-14 浏览:4次
以下是:湘潭市湘乡市防腐钢管厂家的产品参数
【全通】以匠心打造多元场景产品,涵盖岳塘螺旋钢管供应采购、雨湖螺旋钢管诚信可靠等。防腐钢管厂家,全通管道(湘潭市湘乡市分公司)为您提供防腐钢管厂家,联系人:王总,电话:【17768165506】、【17768165506】。 湖北省,湘潭市,湘乡市 湘乡古称“龙城”,西汉建平四年(前3年),皇帝刘欣封长沙王子刘昌为湘乡侯,此为湘乡建置之始。湘乡是湖湘文化重要发源地、湘军策源地、红色摇篮。人物主要有三国蜀相蒋琬、宋朝状元王容、元代文豪冯子振、湘军统帅曾国藩、力平新疆叛乱的“飞将军”刘锦棠、辛亥革命先躯龚铁铮、红军杰出将领黄公略、大将陈赓与谭政等。主要景点有:东台山、褒忠山、水府庙、韶山灌渠等,湘乡境内有重点文物保护单位东山书院,省级文物保护单位4处,发现战国以来的古墓葬5000多座及大量楚简。
想了解我们的防腐钢管厂家产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:湘潭湘乡防腐钢管厂家的图文介绍

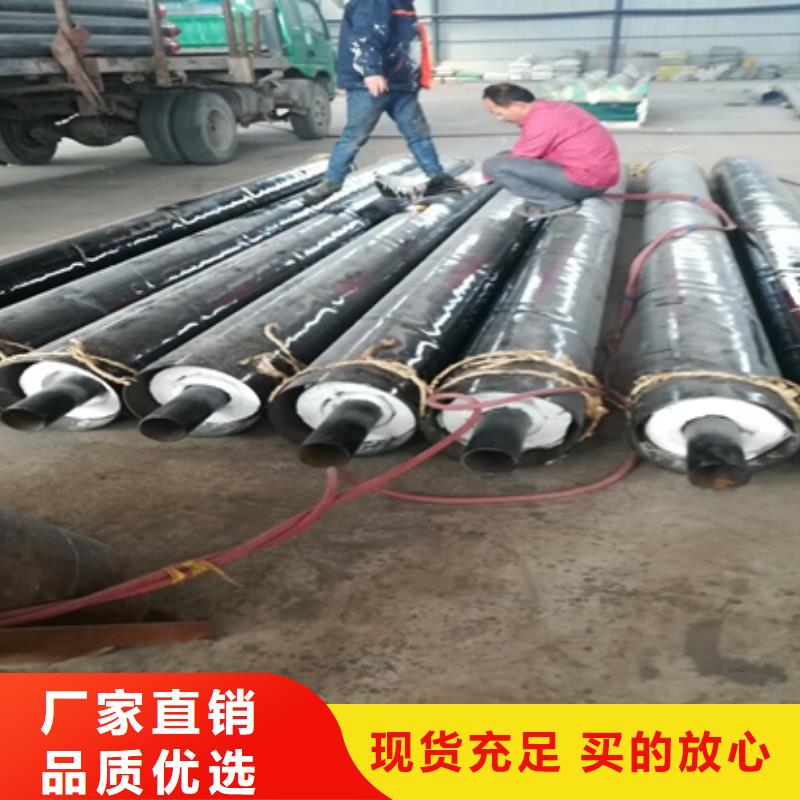
螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此还是被广泛采用着。
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此还是被广泛采用着。


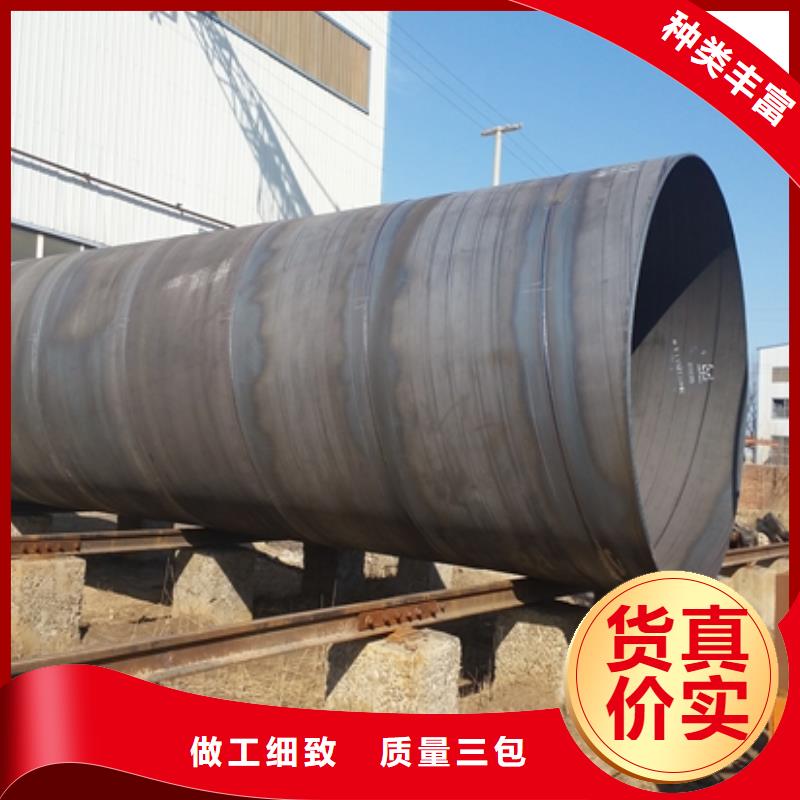
直缝管的工艺质量综合性能要忧于螺旋管。目前国内直缝管的生产情况是:公称直径DN400及其以下为高频电阻焊钢管,公称直径DN400以上为直缝双面埋弧焊钢管。对于直缝双面埋弧焊钢管,按成型工艺的不同,共有UOE、JCOE、HME、RBE和PFP等五种成管方式,以前两者为常见。由于UOE成型焊接钢管生产线的成型设备技术含量高,生产效率高,成型工艺较简单,成型好,成型后焊接应力小;且由于生产中采用水压整体扩径,可有效钢管内应力,提高了管材的强度和尺寸精度,所以质量优于JCOE成型焊接钢管.
全通管道制造有限公司主导产品为φ219-φ3620mm,壁厚5-25.4mm,钢级为B-X80的螺旋缝双面埋弧焊钢管、φ89-φ630mm,壁厚4-12.7mm的ERW热轧钢管和φ139.7-φ339.72mm(5-1/2″~13-3/8″),钢级为第1组、第2组、第3组的石油套管。公司产品执行API Spec 5L、5CT、5B、EN10217、AWWA? C200、GB/T9711-2011、GB/T3091、GB/T23257(防腐)、GB/T18593(防腐)、SY/T0315(防腐)、SY/T0447(防腐)、SY/T0457(防腐)、SY/T0413(防腐)、DIN30670(防腐)、AWWA? C210(防腐)标准。
全通管道制造有限公司主导产品为φ219-φ3620mm,壁厚5-25.4mm,钢级为B-X80的螺旋缝双面埋弧焊钢管、φ89-φ630mm,壁厚4-12.7mm的ERW热轧钢管和φ139.7-φ339.72mm(5-1/2″~13-3/8″),钢级为第1组、第2组、第3组的石油套管。公司产品执行API Spec 5L、5CT、5B、EN10217、AWWA? C200、GB/T9711-2011、GB/T3091、GB/T23257(防腐)、GB/T18593(防腐)、SY/T0315(防腐)、SY/T0447(防腐)、SY/T0457(防腐)、SY/T0413(防腐)、DIN30670(防腐)、AWWA? C210(防腐)标准。



湘潭湘乡盐山全通管道有限公司本着“诚信,务实,创新”的经营理念,承蒙广大客户的支持与厚爱,在近几年的时间得到了良好的发展,并不断的总结 螺旋钢管经验,整合优势,持续改进,不断顺应市场需求,以品质 螺旋钢管产品及服务回馈社会。


首先来了解一下爆裂现象剖析。冷拔无缝钢管是把直径较小的无缝钢管通过拉拔模具进行缩径冷加工形成的,其工艺步骤一般为退火、酸洗、拉拔。冷拔小口径无缝钢管在拉拔过程中,有时会出现从头至尾像劈竹竿一样迅速开裂现象,并把这种现象统一称之为开裂。1.加工硬化。无缝钢管在冷拔时产生大量塑性变形,引起明显的晶格畸变,从而使晶格能量提高,金属内能增加,导致金属内部应力不均匀,产生残余内应力。这样就使金属硬度增加,韧性下降。金属硬度越高,冷拔时残余内应力越大,加工硬化现象越明显。当残余应力达到一定数值时,金属就会沿某一列晶粒界面撕裂,形成无缝钢管的开裂。2.氢脆现象。在用酸液除氧化皮的过程中,硫酸和铁发生反应析出氢气。氢以原子或离子的形式渗入钢中,形成固溶体,氢对钢力学性能的影响典型表现在氢脆现象上。
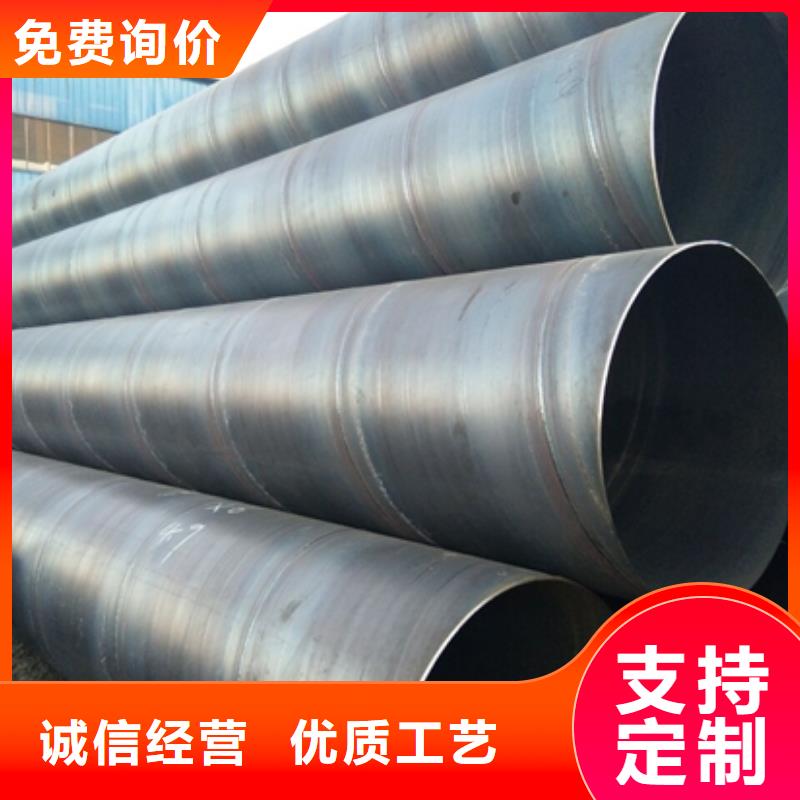
螺旋管的焊缝比直缝管长,如管长为L,则焊缝长度为L/cos(θ)。而钢管缺陷的绝大部分集中在焊缝及热影响区,焊缝长就意味着缺陷出现的概率大,这是长期制约螺旋焊管更加广泛应用的主要原因,也是长期以来争论不休的螺旋管与直缝管,特别是与UOE钢管相比谁更优越的问题。螺旋管制造技术发展到今天,我们应该地、正确地进行评价和比较,重新认识螺旋管焊缝较长的问题。首先,由于缺陷与焊缝相平行,故对螺旋管来说,其焊缝的缺陷为“斜缺陷”。
螺旋管的焊缝比直缝管长,如管长为L,则焊缝长度为L/cos(θ)。而钢管缺陷的绝大部分集中在焊缝及热影响区,焊缝长就意味着缺陷出现的概率大,这是长期制约螺旋焊管更加广泛应用的主要原因,也是长期以来争论不休的螺旋管与直缝管,特别是与UOE钢管相比谁更优越的问题。螺旋管制造技术发展到今天,我们应该地、正确地进行评价和比较,重新认识螺旋管焊缝较长的问题。首先,由于缺陷与焊缝相平行,故对螺旋管来说,其焊缝的缺陷为“斜缺陷”。



防腐钢管厂家,全通管道(湘潭市湘乡市分公司)为您提供防腐钢管厂家产品案例,联系人:王总,电话:【17768165506】、【17768165506】。
产品

其他新闻
- 紫薯粉免费拿样 2025-12-06
- 不锈钢井盖定做 2025-12-06
- 65mn行业资讯 2025-12-06
- 天沟择优厂家 2025-12-06
- 直缝焊管发货快速 2025-12-06
- 不锈钢板免费寄样 2025-12-06
- 管线管工厂-厂家 2025-12-06
- 防伪厂家-防伪定制 2025-12-06
- 买单立柱必看-厂家直销 2025-12-06
- 铸铁井盖_省心省钱 2025-12-06
- 定制钢管_优质厂家 2025-12-06
- 耐磨钢板企业-实力雄厚 2025-12-06
- 密集柜的用途分析 2025-12-06
- 可信赖的景观护栏厂家 2025-12-06
- 角钢出厂价 2025-12-06
联系方式
