您当前的位置:商助贸易宝 » 二七商助贸易宝 »二七产品 » 注重自动包装流水线质量的厂家
注重自动包装流水线质量的厂家
更新时间:2025-11-23 06:39:35 ip归属地:郑州,天气:阴转多云,温度:9-18 浏览:2次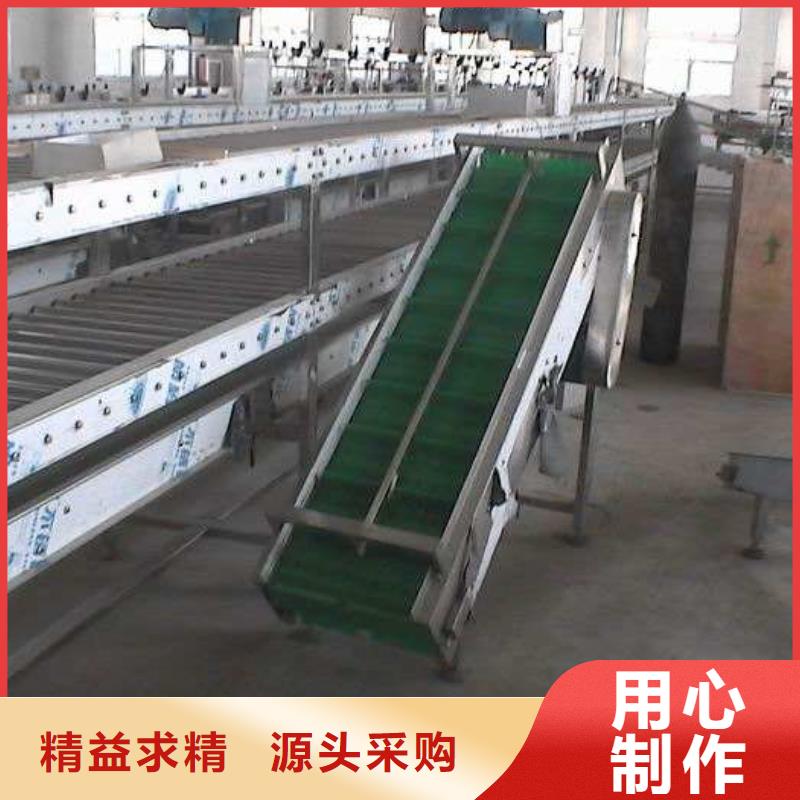



- 发布企业
- 依利达包装器材(郑州市二七区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 热收缩包装机
- 所在地
- 佛山市禅城区南庄镇商业广场二座
- 联系电话
- 0527-88266222
- 手机
- 18762195566
- 联系人
- 陆经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:郑州市二七区注重自动包装流水线质量的厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 广东 |
| 别称 | 生产线 |
| 范围 | 注重自动包装流水线质量的供应范围覆盖河南省、郑州市、二七区、中原区、金水区、上街区、惠济区、中牟县、巩义市、荥阳市、新密市、新郑市、登封市等区域。 |
【依利达】业务覆盖多元场景,提供以下产品和服务:金水热收缩包装机选择我们选择放心、中原热收缩包装机大库存无缺货危机、新郑热收缩包装机多种优势放心选择、荥阳热收缩包装机种类齐全等。注重自动包装流水线质量的厂家,依利达包装器材(郑州市二七区分公司)为您提供注重自动包装流水线质量的厂家产品案例,联系人:陆经理,电话:【0527-88266222】、【18762195566】。 河南省,郑州市,二七区 2020年,二七区全年地区生产总值完成760.2亿元,同比增长0.8%。
我们的注重自动包装流水线质量的厂家视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:郑州二七注重自动包装流水线质量的厂家的图文介绍
以匠心致初心,秉承着责任与使命,郑州二七依利达包装器材有限公司恪守“信誉是根本,质量是生命”的经营理念,以诚实、守信、稳健态度,创新 热收缩包装机产品研发,严把质量关口,用一颗真诚、感恩之心对待每一位客户。


包装流水线要产品有:打包机系列、缠绕裹包机系列、真空包装机系列、封箱机系列、收缩机系列、输送机系列、液压打包机系列、封口机系列等,是国内专业从事包装机械和包装制品的研发、制造、销售的公司。并可以根据客户实际需求量身订造各种性能、尺寸的机型。随着科技不断的发展,包装流水线也逐渐向自动化靠近,下面就为大家介绍一下包装流水线向自动化发展的趋势。
1)机电仪综合技术是包装码垛生产线的发展主流。自动化程度是衡量包装机械技术水平的重要标志。其内容包括工艺过程、工艺参数、物料流动、产品质量、运行故障、防范等的自动控制和包装物、包装袋或容器、包装产品、包装过?程的自动检测两个方面。由于大量采用了徽电子、远红外、传感等高新技术,特别是微型计算机的应用,使水平迅速提高,从而减少了人工操作,提高了包装质量。?
2)在促进单机高速化的同时,注意提高系统的效率。高速化是提高包装机械生产效率的主要途径,为此,不断提高包装速度已成为总的发展趋势,其主要途径是在提高自动化水平的同时不断改进结构,从而引申出了包装生产线自动化的话题。将更多的注意力投向提高整个包装系统的生产效率,使高速化向深层发展,使包装系统更加经济合理。
3)在发展专用机的同时,积极通用机型。对于某些形状、尺寸基本固定,生产批量较大的包装物,为了提高生产效率,简化产品结构.便于专业化生产,往往有各种相应的专用设备进行包装。但由于多品种小批量的商品市场需求以及中、小型用户的发展。多功能通用包装机械发展十分迅速。其适应范围也愈来愈广。这类包装机械的特点是单件小批生产,甚至同种设备因客户要求不同也可能有一些变化。有些企业为追求效益只希望生产少数儿个品种,好是一次投一批料生产多台,企业要求各异,设备亦可设计成模块化的。功能可以加减,控制亦可以简繁,这样也便于把设备做精、做好。要提高标准化水平,发展“积木式”包装机械和包装生产线。为缩短包装机械制造周期,降低生产成本,便于自动化生产及方便用户使用和维修,整机和部机的标准化、系列化将逐步深化。通过不同传动装置及执行机构等的组合,便于产生不同的效果。



自动包装流水线是集纸箱成型、自动装箱、自动封箱为一体。配套前段自动化生产线,可达到无人化包装。适用于圆瓶和扁瓶不同排列的自动装箱,一机多用、点地面积小、性能稳定、操作简单,大大减少劳动力,提高生产效率,降低生产成本。专为国内多家知名日用清洁用品、调味品企业设计。可根据客户不同的包装要求进行个性化设计、制造。
操作流程
自动包装流水线主要操作流程:已装好产品折好上盖的产品箱从左边的滚筒进入此流水线,进入台包装机械:全自动一字型封箱机(进行一字型封箱)—→进入第二台包装机械:全自动打包机(打两道打包带)—→进入第三台包装机械:90°旋转机—→进入第四台包装机械:全自动角边封箱机(进入四角边封箱,形成工字型封箱)—→进入至后的第五台包装机械:全自动打包机(打另外两道的打包带,形成井字形打包)—→工字型封箱+井字型打包完成。



自动包装流水线比如自动yao品包装生产线,在标准机范围,它的功能是完成yao品、说明书的装盒。具体工序依次排开:自动开盒——自动装盒——自动装说明书-—直角面贴标——然后收盒包装(部分工序上有差异,具体视用户要求完成定制)。
虽然整条自动yao品包装生产线运行稳定,但由于操作不当,或日久失修问题,会发生装盒机故障、贴标机故障等。为此我们应该在如下几方面做检测,做好跟踪。
一、 固定周期内对yao品装盒抽样调查,确保生产线进行。发现故障,需要做到;1、 抽取样品为不规格yao品盒后,立即停机检测,主要表现为开盒、装盒空隙较大,未闭笼,这时可以先从软件方面入手,检查各参数标准值是否变化,系统是否发生乱位等。
2、 从硬件方面着手,对开盒、装盒出现问题检测相对应设备,先检查设备零件是否松动,后检查纸盒是否准确放入指定位置。以及其他部件是否移位等。
以上便是对于yao品包装生产线开盒、装盒工序中,出现盒封装间隙大的故障问题进行解答。当然一条生产线部件多样,发生故障的地方并不仅仅局限于此,比如贴标故障、以及放料故障等。



克服自动包装流水线里的输送带打滑现象,首先要找到打滑原因,方可采取有效解决措施。?? 在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:1、?检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。2、检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。 3、?检查物料在输送带上的位置。?物料在输送带横断面上不居中,将导致输送带跑偏。如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置??
您是想要在郑州市二七区采购高质量的注重自动包装流水线质量的厂家产品吗?依利达包装器材(郑州市二七区分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的注重自动包装流水线质量的厂家产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:陆经理-【18762195566】,地址:《佛山市禅城区南庄镇商业广场二座》。