品牌的异型管厂家
更新时间:2025-12-06 20:30:16 ip归属地:怒江,天气:晴,温度:6-21 浏览:4次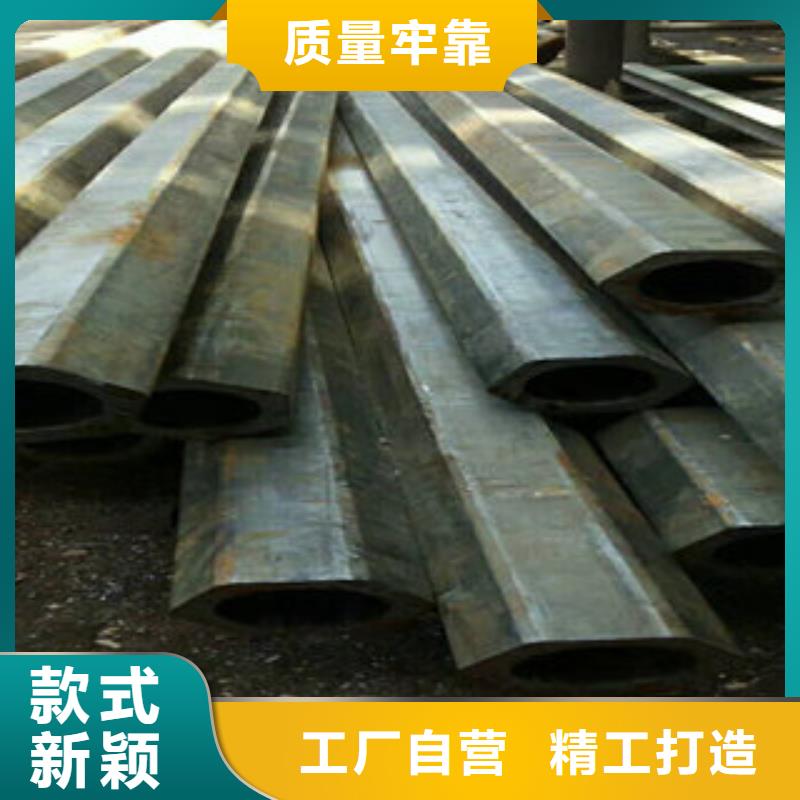

- 发布企业
- 福仕达金属材料(怒江市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 球墨铸铁管
- 所在地
- 开发区汇通物流园内
- 联系电话
- 18762195566
- 手机
- 18762195566
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 品牌的异型管供应范围覆盖云南省、昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市 泸水市、福贡县等区域。 |

福仕达金属材料有限公司
11年来,云南怒江福仕达金属材料有限公司一直坚定不移地致力于“向用户提供各种各样的 球墨铸铁管产品,其 球墨铸铁管产品质量超过了国际标准。今年公司投入大量资源,通过先进的生产设备、和测试设备,建立新工厂,提高标准和定制 球墨铸铁管产品的生产效率。也保证了每一道工序的科学性。在未来,我们正努力成为全球客户喜爱的品牌,并始终坚持以“创新和绿色逻辑”为核心的核心经营战略。


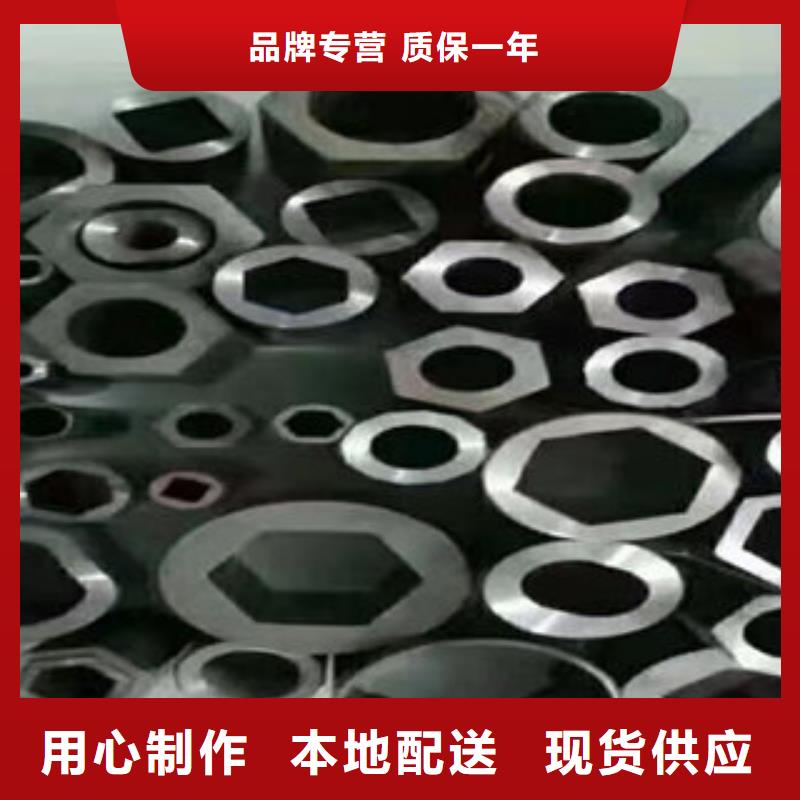
焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。






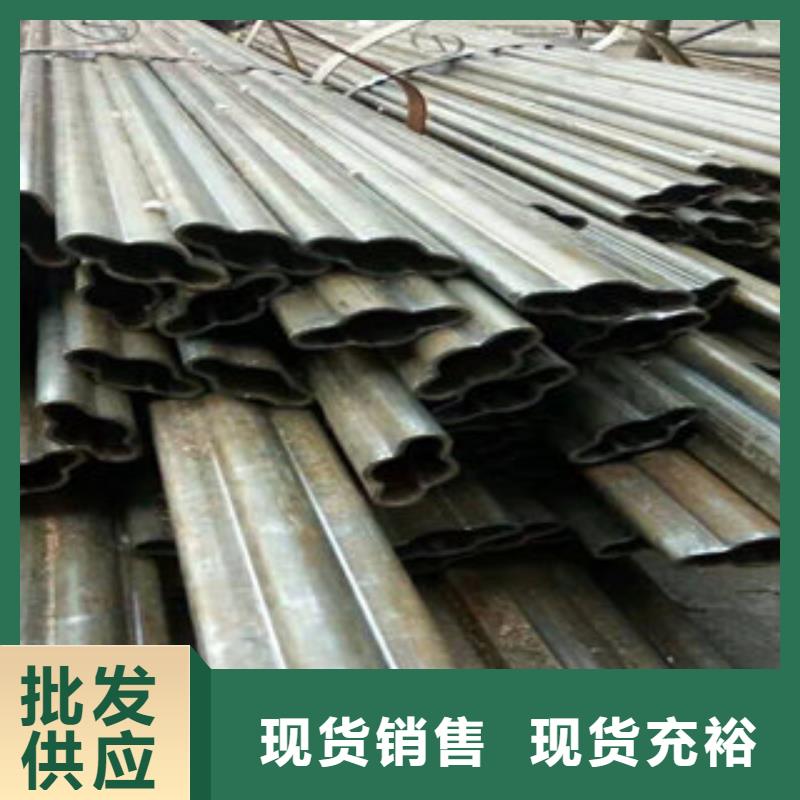
(一)折叠
异型管表面沿轧制方向局部较长或连续的近似裂纹的缺陷,一般呈直线状。
这是由于半成品出现耳子、严重划伤或孔型错辊后的轧件再轧制时边角部位无法延展开而造成。
措施:合理控制半成品尺寸,生产过程中应检查轧件辊缝两边有无耳子和孔型错辊现象;注意观察轧件运行状况。
(二)结疤
异型管表面呈块状或鱼鳞状大小不等、厚度不均、外形不规则的舌头形或指甲形疤痕。
结疤下面一般带有氧化铁皮,翘起的结疤又称翘皮。
形成的原因有:钢坯有结疤、重皮、夹杂等缺陷;半成品轧件存在局部凸块;孔型掉块或沙眼;孔型刻痕或焊疤不良;轧件在孔型内打滑;外界金属轧入轧件表面;半成品被外界物品刮伤等。
措施:不合格钢坯不得入炉;孔型采取刻痕或焊疤时,刻、焊痕形状和高度应平缓圆滑;加强轧辊质量检查;合理孔型设计;严禁低温、黑头钢轧制;经常检查孔型磨损情况并及时倒孔型;异型管运送设备和运行场所应整洁圆滑。
(三)凹坑
表面有局部周期性或无规律的凹下缺陷,原因是:轧制孔型有凸块或粘附有氧化铁皮;异型管表面无根结疤的脱落;外来金属物品代入孔型经轧制脱落后形成。
措施:孔型冷却水应干净,水量应充足;异型管钢坯质量合格;生产环境无杂物。
(四)裂纹
在钢坯或异型管表面呈现深浅不一且分散的发状细纹,一般沿轧制方向不均匀排列。
这是由于连铸坯的皮下气泡、表面气孔、非金属夹杂物、加热温度不均、钢温过低或轧后冷却不当等造成的。
措施:炼钢应作好钢水的冶炼和脱气工作,降低出钢温度,采用保护浇铸,避免二次氧化;轧钢应合理控制炉温和冷却速度。
(五)耳子
钢材辊缝两边或单边沿轧制方向过充满造成局部或连续的凸起状态。
形成的原因有:成品前孔轧件来料大;进口导卫偏、松,轧件扶不正;轧辊轴向窜动;加热不均或温度过低;成品孔型磨损产生带有台阶的凸起。
措施:合理控制加热炉温和半成品尺寸;严格导卫装置的调整;提高异型管轧机预装精度;定时定量倒孔型。
(六)划痕
异型管表面有局部或断续的沟痕,一般呈直线或弧形。
产生原因:进口、出口导卫加工安装不当或轧件运送设备刮伤;轧件脱槽不利。
措施:正确加工、安装、使用进出口导卫设施;轧件运送设备和运行场所应整洁圆滑。
