公司新闻
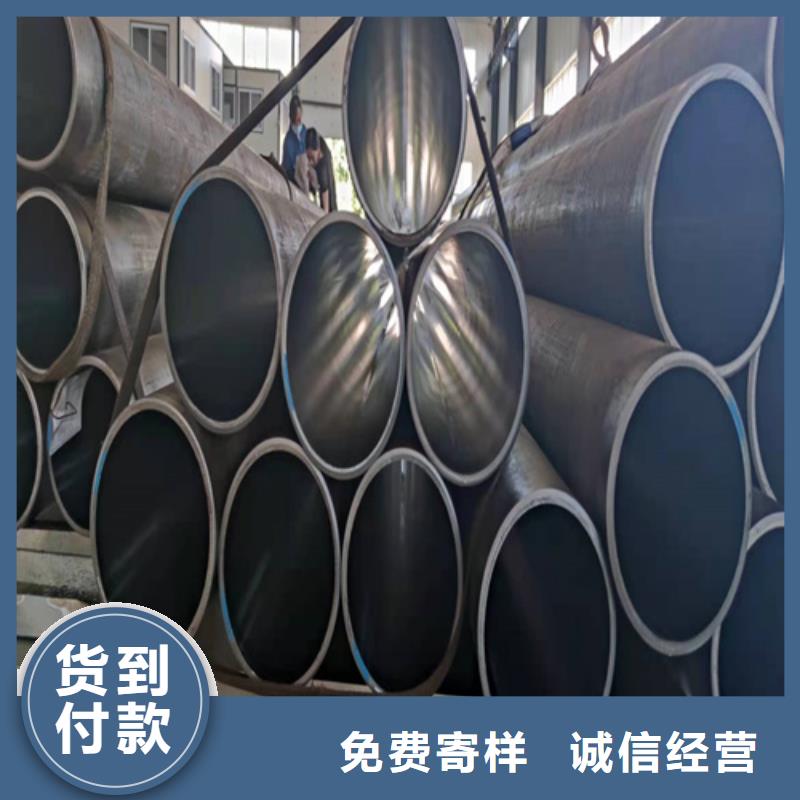
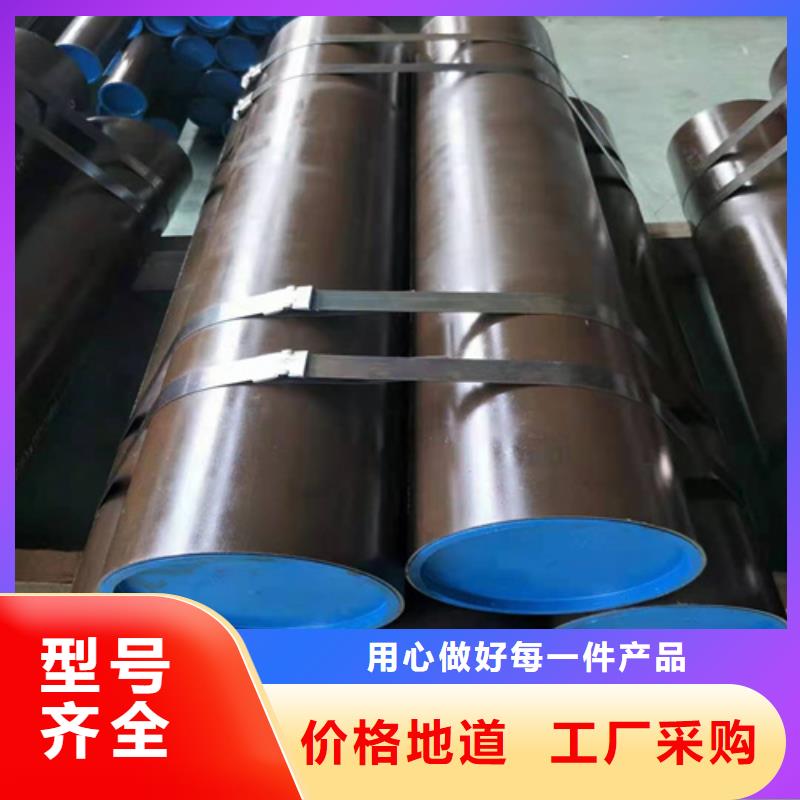
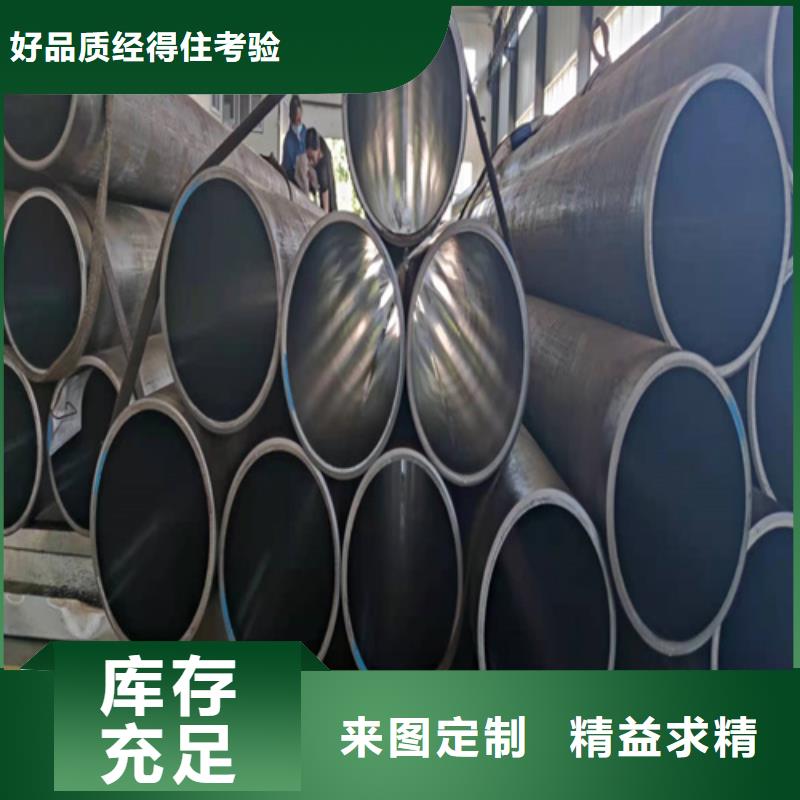
绗磨管制造厂家
更新时间: 2025-12-04 11:58:12 ip归属地:张家口,天气:晴,温度:-13--7 浏览:6次
以下是:张家口市张北县绗磨管制造厂家的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 类型 | 绗磨管 |
| 材质 | 钢管 |
| 可定制 | 是 |
| 品牌 | 九冶 |
| 范围 | 绗磨管供应范围覆盖河北省、张家口市、张北县、宣化区、下花园区、康保县、沽源县、尚义县、蔚县、阳原县、怀安县、万全区、怀来县、涿鹿县、赤城县、崇礼区等区域。 |
【九冶】以匠心打造多元场景产品,涵盖怀来绗磨管品质服务、蔚县绗磨管拥有多家成功案例、下花园绗磨管品质优选、万全绗磨管种类丰富等。绗磨管制造厂家,九冶管业(张家口市张北县分公司)为您提供绗磨管制造厂家,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 河北省,张家口市,张北县 2021年上半年,张北县全部财政收入完成19.3亿元,张家口市排名第五,同比增长19.64%。
绗磨管制造厂家产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:张家口张北绗磨管制造厂家的图文介绍
张家口张北九冶管业有限公司秉承“质量效益,诚信共赢、创新”的核心价值观,建设物流增值链,做好的服务,本着信誉优先,薄利多销的原则,以优质的服务,灵活的经营模式开拓市场;公司与各 绗磨管厂的长期稳定的合作关系,保证了公司为新老客户提供过硬的 绗磨管产品和优质的服务,努力打造行业中的营销体系。


绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



油缸珩磨管内表面与活塞密封是引起液压油缸内泻的主要因素,如果薄壁气缸管内产生纵向拉痕,即使更新的活塞密封,也不能有效的排除故障,薄壁气缸管内表面主要检查尺寸公差、行位公差是否满足技术要求,有无纵向拉痕,并测量拉痕深度,采取相应解决办
绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



冷拔方式:生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



薄壁气缸管和抛光管的区别绗磨其实也是抛光的一种方式不过绗磨只是专用在对圆孔的抛光方面。抛光可以是对任何一种形状的物体表面进行粗糙度的精加工;内形或者外形都可以进行抛光,而绗磨只是对圆孔进行抛光。绗磨有专用的绗磨头,上面装上各种粗细的油石对内孔的表面进行抛光。绗磨并不能改变内孔与外形的同轴度或者孔对外形的相对位置,只是顺着孔的轴线对孔的内表面进行抛光,使孔的尺寸达到工艺的要求。抛光一般是用软质的抛光轮,比如丝绸。或者圆盘型的抛光盘加上抛光膏,就是一种很细的磨料,对工进行精细加工,可以得到高的表面光洁度。但它在加工时无刚性基准面,因此不能形位误差。可以对不规则表面进行抛光。珩磨是一种高精度磨削加工。不光对孔,在淬硬齿面上也可以进行,比如“珩齿”加工。但加工孔比较多见。比如发动机缸体的加工。它使用组合磨具,安装在浮动夹具上,可以微量的自我调节,因此可以适应孔的形状误差。因此它也不能孔的形位误差。
绗磨管制造厂家,九冶管业(张家口市张北县分公司)为您提供绗磨管制造厂家的资讯,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。
产品


其他新闻
- 电缆、电缆厂家_规格齐全 2025-12-04
- 不锈钢板-不锈钢板价廉 2025-12-04
- 透水厂家总部 2025-12-04
- 值得信赖的不锈钢复合管公司 2025-12-04
- 弯管机、弯管机厂家现货 2025-12-04
- 规格齐全的卡箍厂家 2025-12-04
- 铅板-优质靠谱 2025-12-04
- 品牌的钢管厂家 2025-12-04
- 欢迎访问##愚公斧开山机价格## 2025-12-04
- #无缝钢管#-厂家直销 2025-12-04
- 单立柱质量稳妥 2025-12-04
- 信誉好的型钢厂家_质量保证 2025-12-04
- 保温钢管、保温钢管厂家直销-找盐山全通管道有限公司 2025-12-04
- 无缝管-高标准高质量 2025-12-04
- 2025出厂价#不锈钢桥梁护栏公司#可配送 2025-12-04
联系方式
