公司新闻
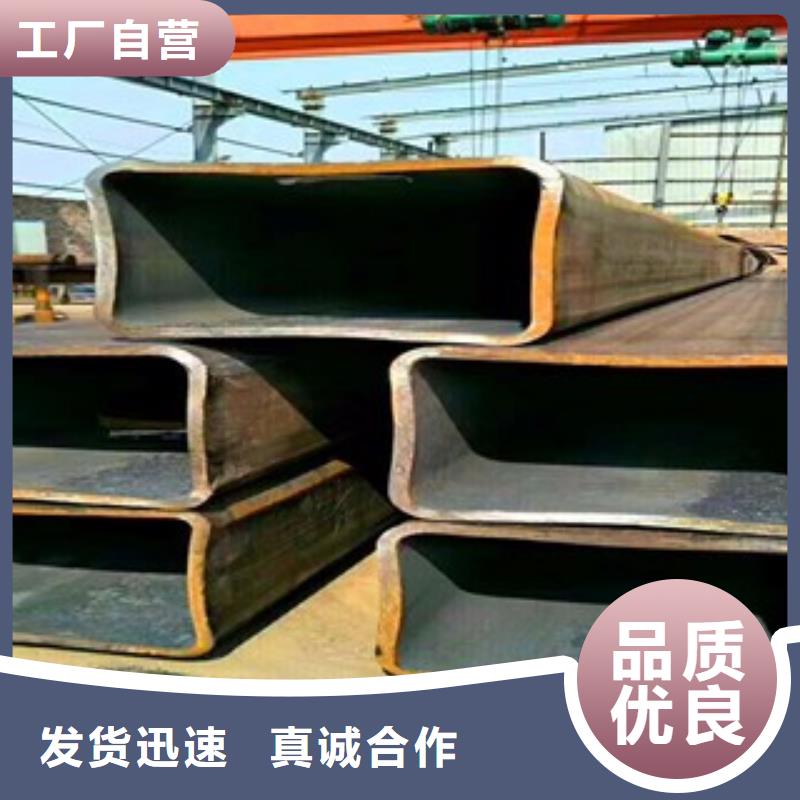
发货及时的无缝方管厂家
更新时间: 2025-11-30 13:41:06 ip归属地:宁波,天气:晴,温度:8-24 浏览:4次
以下是:宁波市北仓区发货及时的无缝方管厂家的产品参数
【超邦】以匠心打造多元场景产品,涵盖宁海精密管一站式厂家、奉化精密管源头采购、慈溪精密管国标检测放心购买、镇海精密管工厂直销等。发货及时的无缝方管厂家_超邦金属材料(宁波市北仓区分公司),固定电话:【17768165506】,移动电话:【0527-88266888】,联系人:王经理,山东省聊城市经济开发区汇通物流园区A-306号。
想知道发货及时的无缝方管厂家产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:宁波北仓发货及时的无缝方管厂家的图文介绍

超邦金属材料有限公司
宁波北仓超邦金属材料有限公司注重现代企业形象的塑造和无形资产的积累,强化企业管理,坚持用户至上,将质量管理与国际结轨,把 精密管产品进入国内外大市场,树立品牌的企业形象。公司生产设备齐全,技术力量雄厚,检测手段完善。


要防止方管出现热裂故障,我们可以根据管件结构、大小、长宽、厚薄等,设计正确合理的浇注系统结构和设置部位。在冷凝线收缩过程中,保证温差平衡,顺序凝固,使方管件正常自由收缩。根据泥芯结构,制作芯骨结构,要有一定的刚度和一定的吃砂量。一般泥芯中的芯骨吃砂量为20-30mm。如泥芯直径为Φ400mm、芯骨直径为Φ340-360mm。较大的泥芯吃砂量为50-80mm,泥芯制好后插长铁钉加固。提高方管的力学性能,炉料按比例过秤配料,严格控制铁水中的化学成分,尽量降低有害元素含量,如硫、磷。根据方管结构,设计合理的砂箱结构和刚度,保证有一定的吃砂量。砂箱放置木模上后,四周吃砂量要相等,箱挡不能靠近法兰或凸起部位,要有一定的距离。必要时浇注后,可将法兰部位或凸起部位和浇冒口处的型砂挖掉,使铸件正常自由收缩。型腔分型面不允许有批缝,但型腔边缘允许刮有一定的批缝,没有批缝合箱后就会压崩型腔。批缝是根据铸件结构、大小来确定的,一般修刮批缝为0.5-1mm或2-3mm,大件不超过5mm。在编制工艺发现结构设计不合理时,应及时修改,防止方管件炸裂和产生其他缺陷。管件开箱不能过早或高温清铲不能浇水。一般在泥芯砂中加入锯末屑3%-4%、老煤粉3%-5%、膨润土2%-3%及其他黏土,有较好的退让性和出砂性。



方管的性能:塑性:塑性是指金属材料在载荷作用下,产生塑性变形( 变形)而不破坏的能力。硬度,硬度是衡量金属材料软硬程度的指针,目前生产中测定硬度方法常用的是压入硬度法,它是用一定几何形状的压头在一定载荷下压入被测试的金属材料表面,根据被压入程度来测定其硬度值,常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等方法。疲劳:前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针,实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。冲击韧性,以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下抵抗破坏的能力叫做冲击韧性。强度是指金属材料在静荷作用下抵抗破坏(过量塑性变形或断裂)的性能,由于载荷的作用方式有拉伸、压缩、弯曲、剪切等形式,所以强度也分为抗拉强度、抗压强度、抗弯强度、抗剪强度等。各种强度间常有一定的联系,使用中一般较多以抗拉强度作为基本的强度指针。



钢板的切割速度是与钢材在氧气中的燃烧速度相对应的。在实际生产中,应根据所用割嘴的性能参数、气体种类及纯度、钢板材质及厚度来调整切割速度。切割 速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来 地改善切割断面质量,那是办不到的,只能 使切割断面质量变差。过快的切割速度会使切割断面出现凹陷和挂渣等质量缺陷,严重的有可能造成切割中断;过慢的切割速度会使切口上边缘熔化塌边、下边缘产 生圆角、切割断面下半部分出现水冲状的深沟凹坑等等。
在正常的火焰切割过程中,切割氧流相对垂直的割炬来说稍微偏后一个角度,其对应的偏移叫后拖量。速度过低时,没有后拖量,工件下面割口处的火花束向切 割方向偏移。如提高割炬的运行速度,火花束就会向相反的方向偏移,当火花束与切割氧流平行时,就认为该切割速度正常。速度过高时,火花束明显会后偏。这些 都是工人师傅从长期的实践中不断总结出来的。在钢板火焰切割过程中,割嘴到被切工作表面的高度是决定切口质量和切割速度的主要因素之一。不同厚度的钢板,使用不同参数的割嘴,应调整相应的高度。为保证获得高质量的切口,割嘴到被割工件表面的高度,在整个切割过程中必须保持基本一致。
在正常的火焰切割过程中,切割氧流相对垂直的割炬来说稍微偏后一个角度,其对应的偏移叫后拖量。速度过低时,没有后拖量,工件下面割口处的火花束向切 割方向偏移。如提高割炬的运行速度,火花束就会向相反的方向偏移,当火花束与切割氧流平行时,就认为该切割速度正常。速度过高时,火花束明显会后偏。这些 都是工人师傅从长期的实践中不断总结出来的。在钢板火焰切割过程中,割嘴到被切工作表面的高度是决定切口质量和切割速度的主要因素之一。不同厚度的钢板,使用不同参数的割嘴,应调整相应的高度。为保证获得高质量的切口,割嘴到被割工件表面的高度,在整个切割过程中必须保持基本一致。

选购发货及时的无缝方管厂家来宁波市北仓区找超邦金属材料(宁波市北仓区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-【17768165506】,地址:[山东省聊城市经济开发区汇通物流园区A-306号]。
产品
产品分类
其他新闻
- 耐磨钢板标准 2025-11-30
- 不锈钢复合管护栏一站式厂家 2025-11-30
- 不锈钢复合管护栏品质 2025-11-30
- 质量好的不锈钢复合管护栏大型厂家 2025-11-30
- 2025品质过硬#板厂家#解决方案 2025-11-30
- 不锈钢复合管厂家批发供应 2025-11-30
- 靠谱的胡萝卜粉生产厂家 2025-11-30
- 方管技术参数 2025-11-30
- 买单立柱必看-图文介绍 2025-11-30
- H型钢快速下单 2025-11-30
- 滚动灯箱货比三家再购买 2025-11-30
- 质量可靠的相册厂商 2025-11-30
- 定做铜管的供货商 2025-11-30
- 伸缩楼梯-伸缩楼梯靠谱 2025-11-30
- 【电动洒水车】_价格_厂家 2025-11-30
联系方式
