您当前的位置:商助贸易宝 » 仪征商助贸易宝 »仪征产品 » 生产H型钢弯曲机的当地厂家
生产H型钢弯曲机的当地厂家
更新时间:2025-12-14 04:08:24 ip归属地:扬州,天气:晴,温度:-3-8 浏览:1次


- 发布企业
- 万泽锦达机械制造(扬州市仪征市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 各种型号弯曲机
- 所在地
- 太原市小店区北格镇万泽锦达孝信文化区
- 联系电话
- 0527-88266888
- 手机
- 0527-88266888
- 联系人
- 张争光 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:扬州市仪征市生产H型钢弯曲机的当地厂家的产品参数
【万泽锦达】业务覆盖多领域场景,主营江都各种型号弯曲机厂家供应、邗江各种型号弯曲机对质量负责、高邮各种型号弯曲机源头采购等产品服务。生产H型钢弯曲机的当地厂家,万泽锦达机械制造(扬州市仪征市分公司)为您提供生产H型钢弯曲机的当地厂家,联系人:张争光,电话:【0527-88266888】、【0527-88266888】。 江苏省,扬州市,仪征市 仪征市,古称真州,江苏省县级市,由扬州市代管,是南京都市圈成员县级城市。位于江苏省中西部,介于东经119°02’-119°22’,北纬32°14’-32°36’之间。地处长江三角洲的顶端,是宁、镇、扬“银三角”地区的几何中心。总面积857平方千米。仪征属北亚热带季风气候区。截至2022年10月,仪征市辖9个镇,另辖9个乡级单位。市政府驻仪征市解放东路300号。截至2022年末,仪征市户籍人口543444人,减少4757人。
一分钟的时间,对于了解我们的生产H型钢弯曲机的当地厂家产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
以下是:扬州仪征生产H型钢弯曲机的当地厂家的图文介绍

扬州仪征山西万泽锦达机械制造有限公司是从事 各种型号弯曲机的专业厂家。在相关行业有着多年的营销经验,着重提供相关应用的解决方案,服务于国内多家上市企业,保证售前产品专业,售后服务放心,能针对客户特殊应用寻找符合性能的产品以满足客户需要,做到供需双赢。


云南迪庆175H钢冷弯机:
其中工字钢弯曲机应用相当。弯曲机结构组成和工作原理液压冷弯机由两套主电机及减速器组,主动滚轮。将工字钢放在冷弯机上,与减速带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压溢流阀(可调整压力),进入集成块到电缆阀,有电液阀和动点开关(点进,点退)控制油缸工作,工作油。
工字钢弯拱机特点:
关于工字钢冷弯机根据工作类型只要分为:
机械手动型(电动)、全液压自动型(选型),此设备除去可以弯曲工字钢外,还可适用于矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。
LWGJ-250型工字钢&H型钢冷弯机特点:
机器加工是连续的,而且工字钢连接用焊接,脚料的浪费,降了成本。工效:机器相比人工快了3倍,而且不需要电焊条,氧气,乙炔的修补,有效节省工期。成品质量:采用冷轧技术,机器直接弯曲,保持了钢材的完整性,而且无扭曲无变形,:机器采用数控操作,自动化,相比人工。
成型:
利用滚压成型制作拱形支架,克服了利用模压原理制作的一系列缺点,具有以下优点:1、制作效率高;2、曲率半径可任意方便的调整;3、工人劳动强度大大,操作。2.双电机驱动,液压缸推进。3.液压手柄,液压缸到达位置后弯曲成形,操作方便。
在品种,规格方面,一些大断面,厚壁的(如边长大于500mm,厚度大于14mm的方、矩形钢管)目前还没有生产,不能给建筑工程配套供应,(对于一些大断面,厚壁方、矩形钢管也可采用两根冷弯槽形钢对扣拼焊,如500×500×14mm的方形钢管可用两根同等长度的500×250×14mm的冷弯槽形钢对扣拼焊形成)。



弯管机的用途和领域:
1、机械工业用管。如机场钢结构管(圆管、椭圆管、平椭圆管)。
2、化学工业用管。如:石油裂化管,化工设备热交换器及管道用管、不锈耐酸管、化肥用高压管以及输送化工介质用管等。
3、煤矿扩建储煤棚,金矿储蓄厂棚等大型厂房建设。
4、卷圆机有许多许多的其他名称,比如:折弯机,滚弯机,弯弧机,弯圆机,滚圆机,卷弯机,卷圆机等等。
当蓬溪火车站的改造项目竣工后,蓬溪县将与成都铁路局对接,争取尽快开通蓬溪至成都、重庆的动车组列车。届时,的蓬溪火车站不可以扩大蓬溪县的对外影响力,还将助推蓬溪县的经济和社会快速发展,利于蓬溪同绵阳、遂宁、南充等周边地区的经济交流和沟通,多地居民的出行需求。
产品售后流程介绍:
1、设备出厂保修期12个月(不包括易损件),提供配件或整机更换。
2、技术培训,达到熟练操作水平。
3、我们销售的主要是工程机械产品,结构大部分都比较简单,维护也的方便,不会因为一些小部件的损坏,导致整机无法正常运行。
4、据我们的长期统计,95%的机器故障都可以在我们技术人员的指导下解决!
5、我们销售出去的产品如遇重大故障,或者客户无法解决的问题,我们48小时之内派人到现场解决(一些偏远地区可能会时效)。
万泽锦达机械H型钢冷弯机万泽锦达生产工字钢弯曲机、槽钢弯曲机长期以来与中铁中建合作,如陕西西安的中铁一局、湖北武汉的中铁十一局,甘肃兰州的中铁二十一局等。


WGJ-250弯拱机:
将工字钢放在冷弯机上,与减速带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压溢流阀(可调整压力),进入集成块到电缆阀,有电液阀和动点开关(点进,点退)控制油缸工作,工作油。弯拱机所加工钢广泛于工程建筑拱形支护、涵洞拱架支护、桥梁拱架支护、水利水电工程、船舶龙骨弯曲加工、顶棚支护、矿轨道工字钢弯曲、粮仓工厂支护骨架等。
我们使过冷弯机朋友,只要稍微注意一下冷弯机与钢工作面,也就是冷弯机顶,弯不同钢材是不一样:不同钢材弯曲机与顶之间轴距也是不同:这些都只是表面看,重要一点需要做改动是输力矩,这就通过修正减速机变比。而它的常见规格谁能够具体的说出来呢。
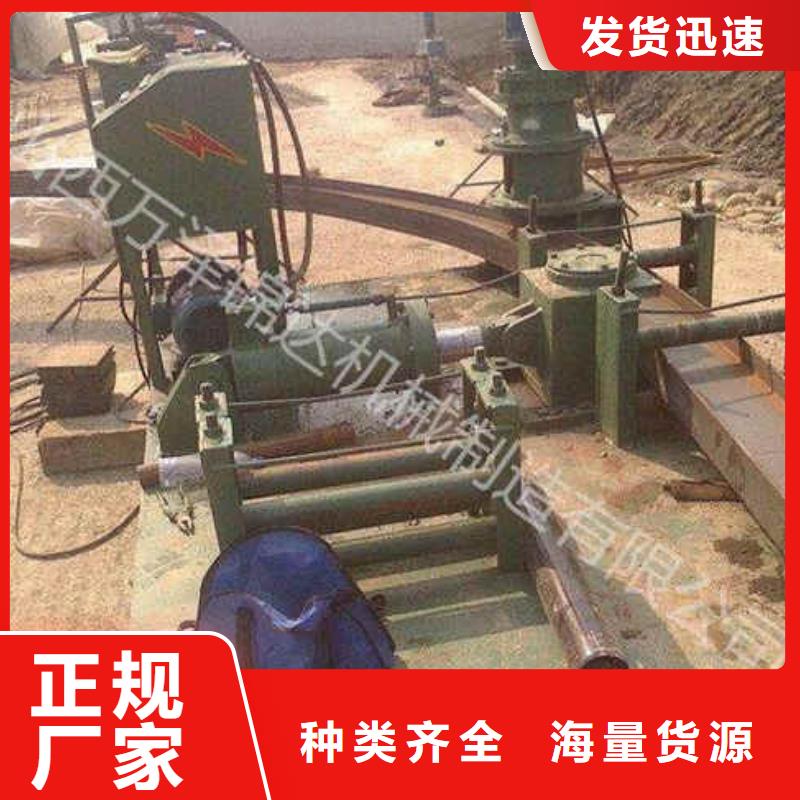
H型钢冷弯机主要技术参数:
产品型号:WGJ-250
总功率:12Kw
电压 380V
液压系统压力:20Mpa
油缸推进速度:1-13mm/s
主驱动轮转速:7r/min
小弯曲直径 2M
重量:2380kg
外型尺寸(长×宽×高):2.5m×1.5m×1.2m
我们知道U型钢支架的主要特点是:承受压力大、支撑时间久、易安装不易变形,因此它主要用于矿井巷道、矿井巷道二次支护、以及穿山隧道的支撑支护等用途。而且作为制造巷道可缩性金属支架的主要型钢。
H型钢冷弯机操作流程:
1、将所需冷弯加工的型钢由辅助系统的门式托架推放在两主动滚轮之间;
2、启动液压系统使液压缸推动燕尾槽和冷弯滚轮冷压型钢;
3、达到设计所需弧度时关闭液压系统,启动机械传动系统,使主动滚轮转动并依靠摩擦力带动型钢平稳缓慢前行,从而实现连续冷弯作业;
4、冷弯结束时,关闭机械传动系统的同时,启动液压系统。将冷弯型钢放置在辅助系统的门式托架上。



生产H型钢弯曲机的当地厂家_万泽锦达机械制造(扬州市仪征市分公司),固定电话:【0527-88266888】,移动电话:【0527-88266888】,联系人:张争光,太原市小店区北格镇万泽锦达孝信文化区。