快速接头全国发货
产品特点图

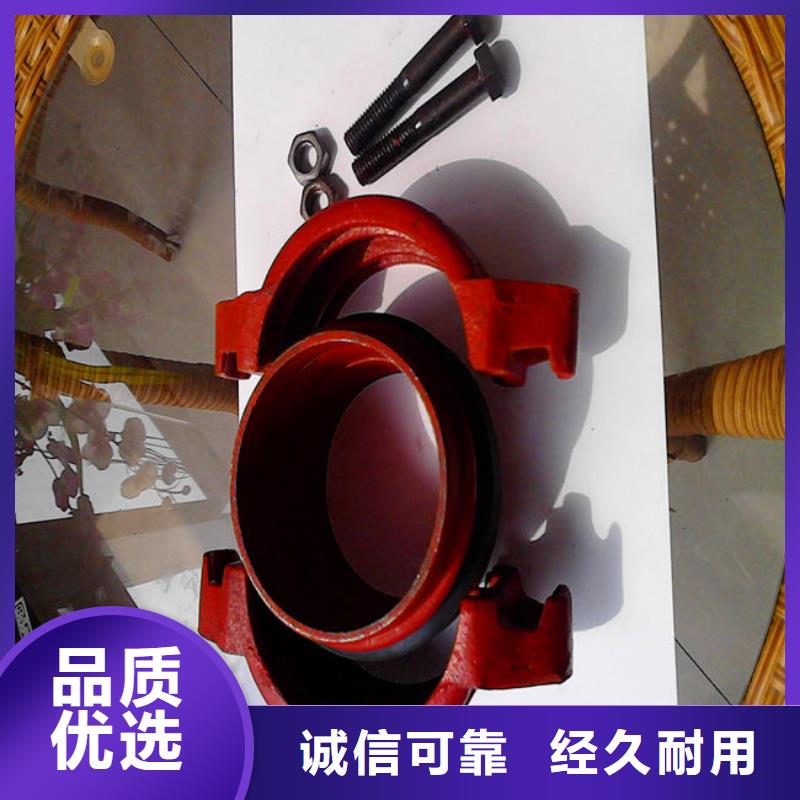
卡箍快速接头详细说明:
矿卡箍接头类:
1、喇叭承插式卡箍。
2、短管焊接式卡箍接头。
3、O铁环式矿卡箍接头。
4、开槽式矿卡箍接头。
卡箍快速接头使方法以及构造:
1、沟槽式卡箍构造简单,分为外卡两个,密封圈一个,两条螺栓。
连接时需要在管子两端分别进行沟槽,然后将密封圈套在中间,外卡卡在两端槽内,上紧螺栓即可完成连接,是卡箍中造价,连接简单之一。
2、焊接式卡箍,构造分别有两个外卡,两个喇叭或者两个对焊管或者两个钢环,一个密封圈,两条螺栓或者四条螺栓。连接时将,需要在管子两端将两个喇叭或者两个对焊管或者两个钢环,焊在管子两端,然后将密封圈套在中间,外卡卡住,上紧螺栓,即可完成连接。

适用范围


汕头潮阳山西万泽锦达机械制造有限公司是一家集 各种型号快速接头的研究、制造和销售为一体的股份制企业。我公司拥有一批专业的科技人才和技术人员,有丰厚的物质资源和人力资源,同时我公司又引进了一批高级管理人才和技术人才,使管理体系得到进一步完善,同时也加快了对新 各种型号快速接头产品的开发和研制,增强了公司的整体实力,提高了我们公司的市场竞争力。



为什么选择我们

卡箍接头管端焊接:
先要将管口需要焊接的点清理干净。在密封圈内侧和外表面涂以润滑油,把密封圈套在已经焊好的钢管一侧,然后用待接的另一跟钢管靠拢,对正、同轴平直,调整好两根钢管之间的间隙(此间隙根据钢管长度和按安装时温度计计算而得)。
①焊接前检查钢管的两端(距端面约30-50mm)有无影响管子密封效果的撞痕、裂纹等,若有此现象需对管子处理后方可进行焊接;
②在管子的外壁上将限位钢环的位置尺寸用样板划好线,按管线将钢环点焊接定位(保证限位环紧贴在管壁上)。
③将钢环与管子焊接。一般中压管道允许单面焊接或间断焊接。但前提是焊接在管子上时不被拉脱。焊接高度要保证将限位环与管壁间缝隙填满且不过限位环,焊接需平整。
卡箍柔性接头焊接:
接头安装前,先将管接头焊接在管线两端,做法是:卸下螺栓,将卡箍打开,将端管按照技术参数的安装长度对应管子点固定,调整两个端管的平行度后,进行焊接。

产品




- 滚动灯箱、滚动灯箱技术参数 2025-12-11
- 板-板价格透明 2025-12-11
- 弯管机、弯管机厂家 2025-12-11
- 值得信赖的弯供机供应商 2025-12-11
- 落水系统服务完善 2025-12-11
- 供应批发红富士苹果-价格优惠 2025-12-11
- 不锈钢复合管售后无忧大厂 2025-12-11
- 小型自动捆扎机欢迎咨询订购 2025-12-11
- 隔墙板工期短 2025-12-11
- 劈裂棒出口品质 2025-12-11
- 高强板、高强板厂家现货 2025-12-11
- 珩磨管厂家-珩磨管定制 2025-12-11
- 不锈钢板厂家新报价 2025-12-11
- 不锈钢复合管专业配送 2025-12-11
- 割缝钢管报价资讯 2025-12-11
联系方式
