您当前的位置:商助贸易宝 » 宜都商助贸易宝 »宜都产品 » 异型管厂家-只为制造精品
异型管厂家-只为制造精品
更新时间:2025-11-30 05:42:40 ip归属地:宜昌,天气:多云转晴,温度:7-21 浏览:2次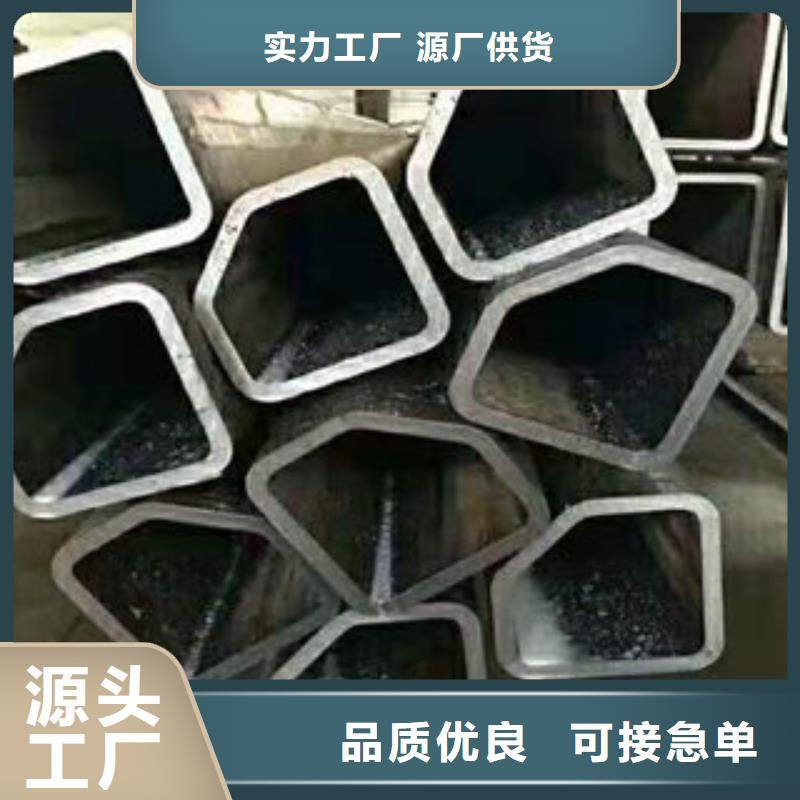
- 发布企业
- 福仕达金属材料(宜昌市宜都市分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 球墨铸铁管
- 所在地
- 开发区汇通物流园内
- 联系电话
- 0527-88266222
- 手机
- 18762195566
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
以下是:宜昌市宜都市异型管厂家-只为制造精品的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 异型管-只为制造精品供应范围覆盖湖北省、宜昌市、宜都市、西陵区、伍家岗区、点军区、猇亭区、夷陵区、远安县、兴山县、秭归县、当阳市、枝江市等区域。 |
【福仕达】以匠心打造多元场景产品,涵盖兴山球墨铸铁管设备齐全支持定制、夷陵球墨铸铁管服务周到等。异型管厂家-只为制造精品,福仕达金属材料(宜昌市宜都市分公司)专业从事异型管厂家-只为制造精品,联系人:李经理,电话:【0527-88266222】、【18762195566】,以下是异型管厂家-只为制造精品的详细页面。 湖北省,宜昌市,宜都市 宜都市,湖北省辖县级市,由宜昌市代管,位于湖北省西南部,东隔长江与宜昌市猇亭区、枝江市相望,东南邻松滋市,西南、正西与五峰土家族自治县、长阳土家族自治县交界,北与宜昌市点军区接壤,区域面积1357平方千米。宜都市气候属亚热带季风气候,冬冷夏热,四季分明,年平均气温16.7℃。截至2022年10月,宜都市辖1个街道、8个镇、1个乡,另有1个矿区;市人民政府驻地陆城街道。2022年,宜都市常住人口为35.8万人,城镇化率60.44%。
以下是我们精心制作的异型管厂家-只为制造精品产品视频,它比任何文字描述更能展示产品的细节和优势。请您点击观看,让我们的产品为您带来惊喜。
以下是:宜昌宜都异型管厂家-只为制造精品的图文介绍

宜昌宜都球墨铸铁管
福仕达金属材料有限公司
宜昌宜都球墨铸铁管一站式采购服务
热销产品
PRODUCT REAL SHOT DISPLAY







宜昌宜都球墨铸铁管的图文介绍
保障创新独特

焊接不锈钢异型管需注意的要点(一)采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。(二)为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。(三)为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右(四)异型管MIG焊接容易受到风的影响,有时微风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。(五)干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。(六)电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。(七)钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。(八)对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。(九)直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。



多年经验
买宜昌宜都球墨铸铁管直接找源头工厂给您更好的产品

质量把控
严格把控宜昌宜都球墨铸铁管生产标准确保品质出厂的都是合格品

支持定制
宜昌宜都球墨铸铁管按需定制产能稳定满足多种需求

服务保障
宜昌宜都球墨铸铁管成熟技术团队和售后团队交货准时

宜昌宜都球墨铸铁管定制流程
您是想要在宜昌市宜都市采购高质量的异型管厂家-只为制造精品产品吗?福仕达金属材料(宜昌市宜都市分公司)是您的不二之选!我们致力于提供品质保证、价格优惠的异型管厂家-只为制造精品产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-【18762195566】,地址:《开发区汇通物流园内》。