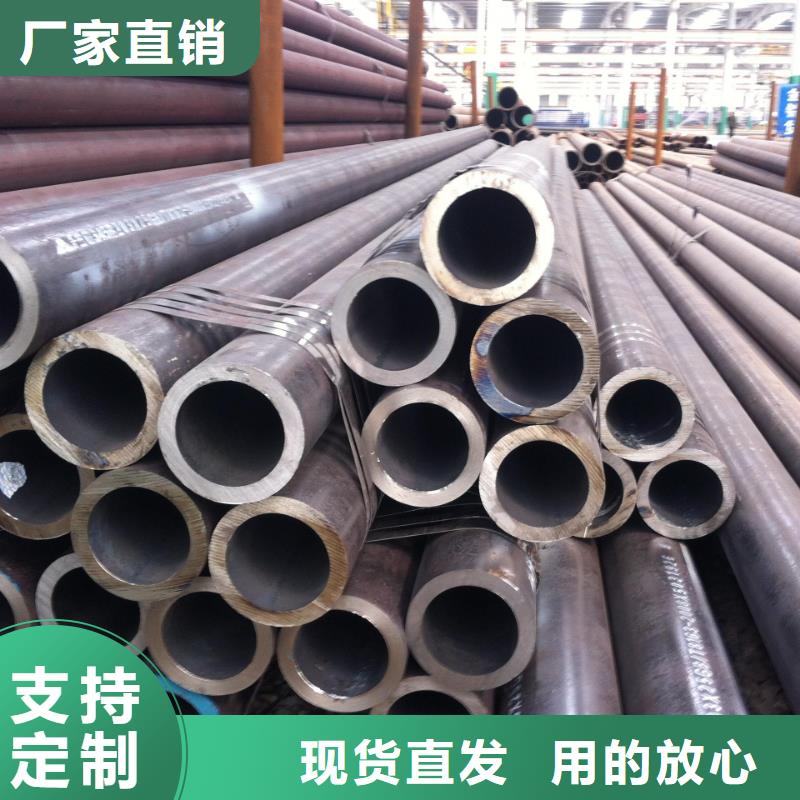
厚壁无缝钢管_价格优
来宾兴宾星腾伟业金属材料有限公司自成立起便将严谨的工作态度注入公司企业文化中,在 无缝钢管产品质量上严格把关,不仅要确保服务,还要保证品级优良;在员工培养和管理中,每一位销售工程师都需要经过三个月的培训,并通过 无缝钢管产品知识、技术能力等重要方面的多项考核后才可以正式上岗;同时设立售后服务专线,对于客诉员工,进行调查审核,一经证实,严肃处理; 我们始终坚持“诚信为本,把客户的需求视为己任”,通过不断地拓展 无缝钢管渠道,满足客户需求,公司真诚邀请国内各区域用户合作。


如何制造高强度、高韧性的厚壁无缝钢管一直是治金工作者感兴趣的重要课题。近年来,随着治炼和无缝管穿轧技术的进步,对生产≤160mm,0,≥120kgf/mm20,≥140kgf/mm2,-40℃V形缺口试样a≥2kgf·m/cm2的厚壁无缝管,已有较成功经验,并用于兵工生产,但是制造18C~500的大口径厚壁管一直是工艺上的难题。
多年来,制造厚壁管的主要工艺路线是采用电炉(或电渣)钢锭锻造后再机械锆孔的工艺。这种工艺的主要缺点是材料消耗高,钢材利用率低,钢坯的30~40%变为切屑,特别是高强度、大截面部件,往往由于锻压比小,不能充分破坏钢锭心部的柱状晶,使锻坯的断面收缩率和冲击韧性都较低。增大钢锭直径,虽然可以增加锻压比,但是直径増加往往会导致钢锭的元素偏析增加,此举往往不能提高断面收缩率和κ值电渣熔工艺生产的空心管,虽然可以生产高冲击值的管,但是由于铸管上的横列结晶断口难以,妨碍了它的广泛应用。
为了制取高强度、高韧性的厚壁无缝管,我们结合30Cr2Ni2MoVA钢管的研制,进行了一些工艺试验。这些工艺是:1.电渣钢锭十锻造制坯十机加钻孔;2.电渣钢锭十锻造制坯十水压机热挤压成管;3,电渣钢锭十“皮尔格”轧机锻轧无缝管。现将这三种工艺生产管材的性能总结如下。
适量的磨削加工,使表面耐久性能得到显著提高的主要原因,是由于充分发挥了残留奥氏体的有利作用;渗层接触疲劳性能随表层残留奥氏体量的增多而增高,其含量达60%左右时,具有 的接触疲劳性能。
3.共渗层中的残留奥氏体在循环应力作用下,均发生马氏体相变。在同一种热处理状态下,残留奥氏体的转变速率越低,其疲劳寿命越高。
4.冷处理虽然能提高共渗层的表面硬度,但是,由于残留奥氏体的有利影响被削弱而使其表面耐久性能降低。



国产12Cr1MoV大口径厚壁钢管性能
125、200、300和600MW机组锅炉的集箱、蒸汽导管都使用进口12Cr1MoV大口径厚壁钢管,要求钢管在540°C的工作温度和较大工作应力下可靠地运行。钢管的 规格为9800×45mm和559×133mm。
日本钢管公司(NKK)京浜制铁所将钢锭加热后在立式水压机上顶孔成杯形坯,由卧式水压机多次顶压(每次减薄约10mm),成型后经内外表面加工。产品规格为350~9106mm,壁厚为30~200mm日本住友金属公司尼崎制铁所用3000吨立式水压机穿孔,再用600吨或1500吨卧式水压机热挤压成型。每次热挤压同时通过三道不同规格的模具,每道减薄约5mm,生产效率比NKK高。成品管内、外表面经镗削和车削。
目前,国内已有140和400自动轧管机组,216和318周期轧管机组以及热扩制管机,具备了生产外径大于133~9700m钢管的设备条件,但迄今9159mm以上的高压锅炉管仍主要依靠进口。



产品




- 诚信为本不锈钢管厂家 2025-12-07
- 板新品上市 2025-12-07
- 通风天窗厂家-多凯通风设备有限公司 2025-12-07
- 规模大的滚动灯箱厂家 2025-12-07
- 可信赖的圆钢厂家 2025-12-07
- 为您提供手提式钢筋弯曲机厂家 2025-12-07
- 厂家热线复合管防撞护栏 2025-12-07
- 不锈钢板生产定制 2025-12-07
- 水泥发泡机厂家加工 2025-12-07
- 钢管厂家【多图】 2025-12-07
- H型钢成功案例 2025-12-07
- 球墨铸铁管供货及时保证工期 2025-12-07
- 景区护栏厂家【多图】 2025-12-07
- #耐磨板#厂家现货 2025-12-07
- 定做防撞护栏的销售厂家 2025-12-07
联系方式
