公司新闻
绗磨管让利销售
更新时间: 2025-12-05 23:26:18 ip归属地:云浮,天气:中雨转小雨,温度:17-22 浏览:4次
以下是:云浮市云安区绗磨管让利销售的产品参数
【九冶】业务覆盖多元场景,提供以下产品和服务:新兴绗磨管品质优选、罗定绗磨管对质量负责、郁南绗磨管专业信赖厂家、云城绗磨管多种规格供您选择等。绗磨管让利销售,九冶管业(云浮市云安区分公司)为您提供绗磨管让利销售的资讯,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 广东省,云浮市,云安区 云安区,隶属于广东省云浮市,位于广东省中西部,西江中游南岸,东与云浮市云城区相连,南与新兴县、阳春市接壤,西与罗定市、郁南县毗邻,北临西江与德庆隔江相望,全区总面积1184.73平方千米,下辖7个镇,区人民政府驻六都镇。根据第七次人口普查数据,截至2020年11月1日零时,云安区常住人口为235390人。
我们精心制作的绗磨管让利销售产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:云浮云安绗磨管让利销售的图文介绍

铸件白口的高温石墨化退火 铸件冷却时,表层及薄截面处,往往产生白口。白口组织硬而脆、加工性能差、易剥落。因此必须采用退火(或正火)的方法白口组织。退火工艺为:加热到550-950℃保温2~5 h,随后炉冷到500-550℃再出炉空冷。在高温保温期间 ,游高渗碳体和共晶渗碳体分解为石墨和A,在随后护冷过程中二次渗碳体和共析渗碳体也分解,发生石墨化过程。由于渗碳体的分解,导致硬度下降,从而提高了切削加工性。3.球铁的正火 球铁正火的目的是为了获得珠光体基体组织,并细化晶粒,均匀组织,以提高铸件的机械性能。有时正火也是球铁表面淬火在组织上的准备、正火分高温正火和低温正火。高温正火温度一般不超过950~980℃,低温正火一般加热到共折温度区间820~860℃。正火之后一般还需进行四人处理,以正火时产生的内应力


云浮云安九冶管业有限公司秉承“以客户为中心,以低价为基础,以客户满意为目标”的经营理念,以优惠的 绗磨管价格来赢得用户的信赖。我公司成立迄今,正是由于各界朋友们对于我们的持续支持与关怀,及本公司全体同仁辛勤的耕耘与付出,使公司持续发展与茁壮成长。展望未来,我公司人怀着感恩之心,来回馈社会,服务顾客。



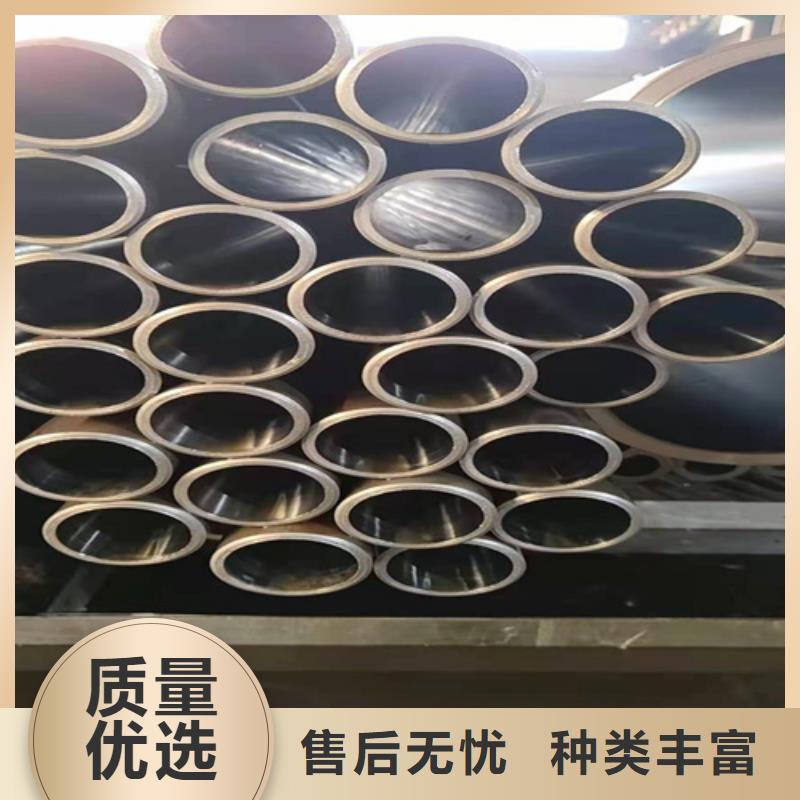
对于45#绗磨管比较高压的区域来说的话,是使用上会更加的适用,在工作过程中是属于低噪音,这也是油缸筒精密制造后的特点之一,还能有效的降低油缸筒在动力上出现的损失,如果是环境比较恶劣的情况下,精密制造后的油缸筒也可以正常工作。我厂是一家专业生产绗磨管的企业,有气动缸筒系列,液压绗磨管系列,高精度冷拔钢管等绗磨管产品
高精度冷拔精密钢管是一种新型高技术节能产品。近年来,采用本项技术生产的精密钢管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔精密钢管的应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。
高精度冷拔精密钢管是一种新型高技术节能产品。近年来,采用本项技术生产的精密钢管已广泛地应用于国内液压、气动缸,煤炭井下支架(支柱),石油泵管,千斤顶等制造领域。高精度冷拔精密钢管的应用对节约钢材,提高加工工效,节约能源,减少液压缸、气缸加工设备投资有重要意义。


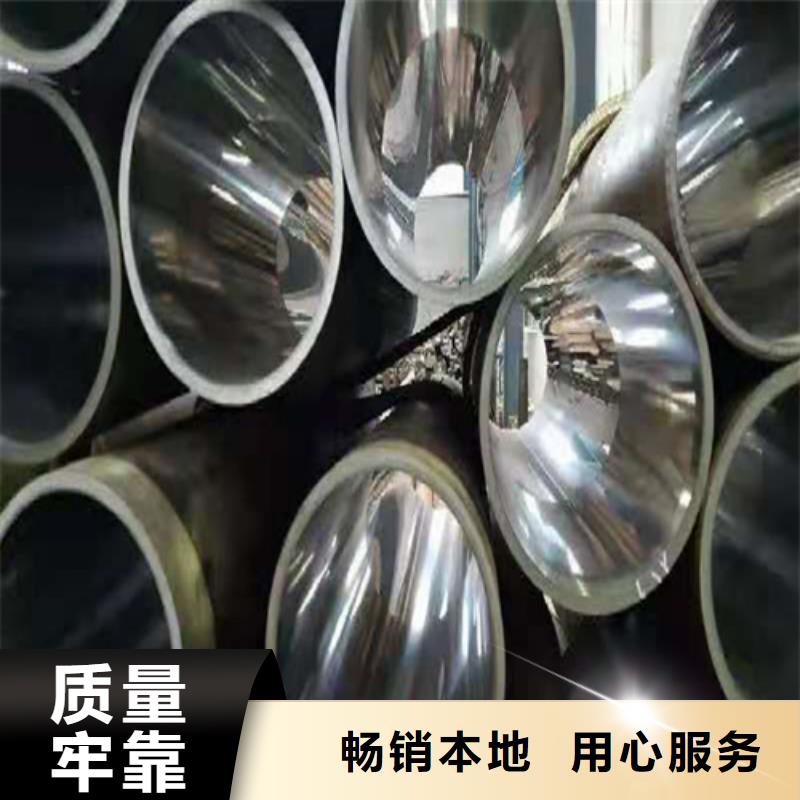
冷拔方式:生产高精度冷拔管──液压缸体与传统的切削工艺比较,具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。



在云浮市云安区采购绗磨管让利销售请认准九冶管业(云浮市云安区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-【0527-88266888】)。
产品
其他新闻
- 鳄鱼剪2025畅销新品 2025-12-05
- 耐磨钢板服务贴心 2025-12-05
- 买手提式钢筋弯曲机必看-售后保障 2025-12-05
- 热镀锌方管现货长期供应 2025-12-05
- PVC给水管多种规格任您选择 2025-12-05
- 实验台订购找大品牌 2025-12-05
- 买无缝钢管必看-服务优 2025-12-05
- 定做伸缩楼梯的公司 2025-12-05
- 排沙泵包你满意 2025-12-05
- 洒水车商家优选 2025-12-05
- H型钢、H型钢厂家直销-值得信赖 2025-12-05
- 钢管公司 2025-12-05
- 本地铝板厂商 2025-12-05
- 不锈钢复合管护栏工厂货源 2025-12-05
- 不锈钢管大企业 2025-12-05
联系方式
