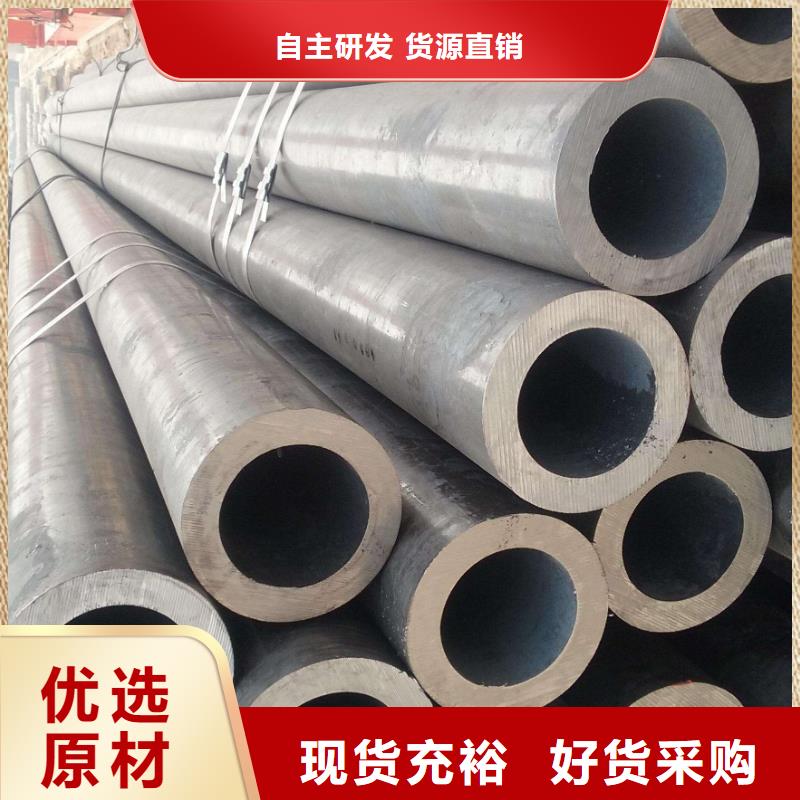
质优价廉的厚壁无缝钢管经销商


计要重复矫直,效率低下等问题,笔者依据弹塑性理算钢管矫直行程是钢管自动矫直机的关键技术。基论,建立了能用于压力矫直厚壁钢管过程中的载荷于矫直曲率方程2的矫直模型计算必须依据零件挠度模型,反映了压力矫直厚壁钢管的变形机理,此轴线拟合出曲线方程,该曲线方程存在多点测量误模型考虑了截面塑性压扁。
差和人为拟合误差,计算精度受到影响,应用也不方便。文献「1,]使用有限元的方法对计算钢管矫直1弹性阶段的載荷挠度模型
行程进行了研究,所需的时间较长,且没有很好地反映钢管压力矫直过程的变形机理。文献[4]的理论研究中将弹区比假设为定值,且没有考虑截面的塑设压力矫直厚壁钢管的压下力为F,压点与支性压扁,因而产生较大误差。
文献[5]提出了载荷
座的距离为l,钢管内径为r,外径为R,中间截面弹
挠度模型,且证明了该模型具有较高精度,但是该文性极限层距中性层高度为R,R/R=1,n/R=a,钢



荆门沙洋星腾伟业金属材料有限公司建立了完善的 无缝钢管生产研发系统,实现了 无缝钢管从原材料进厂到销售出厂所有环节的科技化,表单化,数据化管理.制造出让客户满意的 无缝钢管产品.



关于结构用厚壁钢管合理选材选型的建议
(1)在大型管结构工程设计中,需选用厚壁钢管时,设计人员应了解厚壁钢管的成型方法类别与其技术经济性能特点,并合理选材。
(2)综合比较力学性能、焊接性能、加工性能、截面尺寸精度及材料价格等因素,钢结构工程用厚壁钢管宜选用冷压或冷卷成型钢管。在此类钢管比选中,若考虑钢管力学性能、加工效率、焊缝数量与打磨要求等因素,则宜 冷压成型(U(E)厚壁钢管,但在加工费用上冷压工艺要高于冷卷工艺约20%以上。
(3)当选用冷压或冷卷厚壁钢管时应注意以下技术性能或参数的要求
1)径厚比一一冷卷与冷压制管时,钢板内、外纤维分别受压受拉,产生塑性变形和冷加工硬化与残余应力等不利影响,而径厚比(管内径与厚壁之比)愈小,此影响愈严重,并会直接降低钢管的使用性能。我国电力行业标准《压力钢管制造与安装验收规范》L5017-93要求冷卷钢管的径厚比不应小于33(Q235与Q345钢)或40(Q390与Q420钢)。根据建筑钢结构工程的国内外经验,此限值可适当以放宽,在目前钢材性能水平和工艺条件下,暂以不小于20为宜。
2)钢材的强度级别一《钢结构设计规范》对钢管架结构规定所用钢材强度不应超过345MPa,届强比不应大于0.8,主要原因是现有研究、设计计算方法公式等都是以此类级钢材为主要对象进行的。厚壁钢管可能用于桁架或支柱结构,当钢板厚度、径厚比均相同而强度更高时,会产生更不利的冷加工硬化影响与残余应力,降低钢管的承载性能与焊接性能,故冷成型厚壁钢管的钢材强度以不大于345MPa为宜
3)钢材的性能要求目前冷成型型材的相关标准中对其力学性能试件的取样部位无明确规定,故厂家所提供的质量检验单数据均为其原材料的力学性能数据,并非已成型管产品的实物力学性能,这对厚壁钢管易造成延性指标要求(如伸长率)数据偏高的现象。故对主要承重构件用钢管,应在设计文件中注明其实物力学性能指标需经成品钢管上.的取样复测确认。同时对抗震设防等重要构件所用冷卷厚壁钢管,宜要求按钢板横轧制方向取样进行冲击功性能检测确认。在性能要求的项目内容上,除常规的化学成分与力学性能外,当厚壁钢管用于主要承重结构时,还应按荷载条件,使用温度、板厚、节点焊接约束度等条件,要求附加保证碳当量、屈强比、冲击功或Z向性能等作为钢管供货的保证性能指标。
4)热处理冷成型厚壁管影响性能的主要缺陷是冷加工硬化和残余应力影响,故对很重要的管构件或径厚比很小的钢管,可经过技术经济比较要求进行成品管热处理以细化晶粒,残余应力,优化钢管使用性能。
(4)热成型厚壁钢管虽无冷加工效应,但价格均较高。而热扩无缝钢管的壁厚公差可达士25%,会造成结构构件截面不对称,增加附加偏心弯矩和削弱截面承载力;而且在管构件对接接头处,可能造成对焊接头较大的错边偏差,故不宜用作钢结构承重构件。热卷成管性能较好,但加工成本高,主要适用于锅炉、压力容器、管道,般不宜用于钢结构构件中。



影响成品例管在张力减径过程中产生的内多边形程度的因素较多.们 · 般认为荒管壁厚和张力系数起主要作用。在其他囚水不变的情况下,钢管的变形会随着 It 壁厚的增加逐渐举现不均匀现象.钢管产生内多边形的现象趋十严或;而钢管变形不均匀的现象则会随着张力系效的增大而浮渐档千均匀。图 6 给出了不同壁厚的荒管在张力减径条件下,产生的不同周向壁厚方筹的对比。可以着出.成品钢管的周向壁厚方差随着荒管的峨厚增大早连渐减小的趋势。当荒骨壁厚为 IS . sn . n .和 16mm 时.相应的.其周向壁厚方差分布达到 1 . 04 和: ( ) 5 ,钢竹的内多边形程度较高。
1 壁厚增加到 I6 . smm , Ismm 时.成品钢管的周向壁厚方差比壁厚为 l3 . 5llII : ,和 I6mm 时减小 r 113 ;当荒管壁厚进一步增加到 22 川“.和 24mm 时,其周向璧厚方差在 0 . 14 附近,说明此时钢管壁厚分布 。经本文作者进一步研究发现.当荒管壁厚继续姗加时,成品钢管的壁厚并不继续减小.因此采用张力减径工艺生产该种战号的成品钢管时.荒竹的壁厚控制在 Zomm 心 4n , n ,之间为宜_ 3 结论 《 l )通过对厚壁钢管张力减径过程的效伯分知.分析获得 J -轧棍形状、轧棍不同截而的线速度以及炯管的滋度场是影响钢管壁厚不均的主要因素。 《 2 万皿过对不 l 司璧厚钢锌张力减径过程的有限元模拟,分析获得了荒管壁厚和张力系数时成形后钢管壁厚分布不均的影响规律。结果表明,当荒管壁厚为 22mm 和 24mm 时,成形成品钢竹的周向壁厚方效在 n . 14 左右.说明此时钢管壁厚分布 .成品竹内表面较圆-


超高层建筑的发展体现了一个 的建筑科技水平和建筑材料工业水平 , 也是衡量一个 建筑科学技术综合水平的重要标志。同时随着科技的发展 , 现代超高层建筑体系中大都采用钢结构体系 , 占 70 % ? 80 % , 并采用带巨型斜撑、巨型柱、巨型框架钢结构。巨型柱钢结构大量采用规格为 1 ) 800 x30 以上的大直径厚壁钢管结构。如广州新电视塔 , 建筑高度 610 , 1 、,立柱钢管为 DZ 000 X 50 ( l0 ) ;广州珠江西塔 , 建筑高度 132 川 , 立柱钢管为 1 ) 1 800 x 55 ( 50 ) ; 台商大厦建筑高度 289 , 11 ,立柱钢管 D ( 1100 一 1 000 ) X30 等。同时由于用在超高层建筑上,对构件加工精度要求非常高,如广州新电视塔对立柱类钢管柱的加工要求直径误差需在士‘ / 1 000 , 且不应大于 2 . 0 rll , 11 :椭圆度误差.厂镇‘ 1 / 500 , 且不应大于 3 . 0 , ,、 11 、。此类钢管世界上只有极少数厂家能生产 , 如德国曼勒斯曼公司,其初步报价为 2200 ? 2 500 欧元八( 2006 年报价)。因此 , 随着国内超高层建筑越来越多,对大直径厚壁钢管的需求也越来越大.
l 大直径厚壁钢管成型工艺
1 . 1 大直径钢管常规成型工艺
根据现阶段国内钢管生产厂家的成型加工工艺,大直径厚壁钢管加工方法主要可分为以下两类: l )热扩无缝管加工工艺一此类加工工艺主要采用热加工成型, 规格只能加工 D720,且加工中需要进行升温加热,会大大降低材料的力学性能,加工过程中存留大量的残余应力,成品加工精度低,无法满足超高层建筑要求 2 )冷压成型管加工工艺 ― 主要采用预弯机、折弯成型机、在制管专用圆弧上模及可调式下模上折弯压制,通过对钢板进行逐级折弯压制成型此加工工艺对圆管的管径、椭圆度等指标控制精度不高,而且管径也受到限制,规格主要为 Dl 000 以下的主要用于桩基础、油气管线等,对于超高层建筑的技术要求较难达到一般建筑设计采用较少
1 . 2 大直径厚壁钢管卷制成型工艺
产品




- 泥浆泵大量现货随时发货 2025-11-27
- 库存充足的65mn经销商 2025-11-27
- 口碑好的不锈钢复合管供货商 2025-11-27
- 铜管厂家新报价 2025-11-27
- 景区护栏-景区护栏质量优 2025-11-27
- 不锈钢复合管用心服务 2025-11-27
- 防腐钢管价格优势大 2025-11-27
- 不锈钢板常年批发 2025-11-27
- 角钢合格才发货 2025-11-27
- 不锈钢复合管护栏现货厂家 2025-11-27
- 采购钢轨 必看-价格低 2025-11-27
- 伸缩楼梯质量好的厂家 2025-11-27
- #防伪#可定制 2025-11-27
- 大棚管厂家品质可靠 2025-11-27
- 不锈钢护栏发货快速 2025-11-27
联系方式
